

Method and system for producing aromatic hydrocarbon extraction raw material from waste plastic oil and/or waste tire oil
A technology for waste tires and waste plastic oil, applied in hydrocarbon oil treatment products, hydrocarbon oil treatment, petroleum industry, etc., can solve the problems of short processing cycle, achieve low cost, prolong operation cycle, and good effect of impurity removal
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1-3
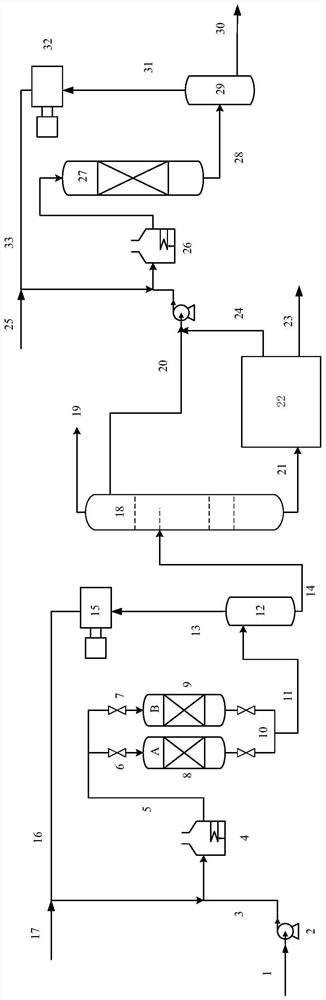
[0091] Waste plastic oil and / or waste tire oil raw materials enter the impurity removal reactor, contact with waste hydrogenation catalyst in the presence of hydrogen, and carry out impurity removal reaction under the impurity removal reaction conditions. The obtained reaction effluent is obtained after separation. The first gas phase material and the first liquid phase material are further separated to obtain the first fraction (C1 ~ C5), the second fraction (C6 ~ C8) and the third fraction (C9 +).
[0092]The second fraction enters the Hydrofining Reactor, contacts with the hydrofining catalyst, and carries out the hydrofining reaction under the hydrofining reaction conditions. After separation, the reaction effluent obtains the second gas phase material and the second liquid phase material. See Table 2 for specific reaction conditions and product properties.
[0093] As shown in Table 2, the obtained second liquid phase material has low sulfur, low nitrogen and low bromine pr...
Embodiment 4-5
[0095] Waste plastic oil and / or waste tire oil raw materials enter the impurity removal reactor, contact with waste hydrogenation catalyst in the presence of hydrogen, and carry out impurity removal reaction under the impurity removal reaction conditions. The obtained reaction effluent is obtained after separation. The first gas phase material and the first liquid phase material are further separated to obtain the first fraction (C1 ~ C5), the second fraction (C6 ~ C8) and the third fraction (C9 +).
[0096] The obtained second fraction enters the Hydrofining Reactor, contacts with the hydrofining catalyst, carries out the hydrofining reaction under the hydrofining reaction conditions, and the reaction effluent is separated to obtain the second gas phase material and the second liquid phase material. See Table 3 for specific reaction conditions and product properties.
[0097] The obtained third fraction enters the catalytic cracking unit and reacts with the catalytic cracking c...
Embodiment 6
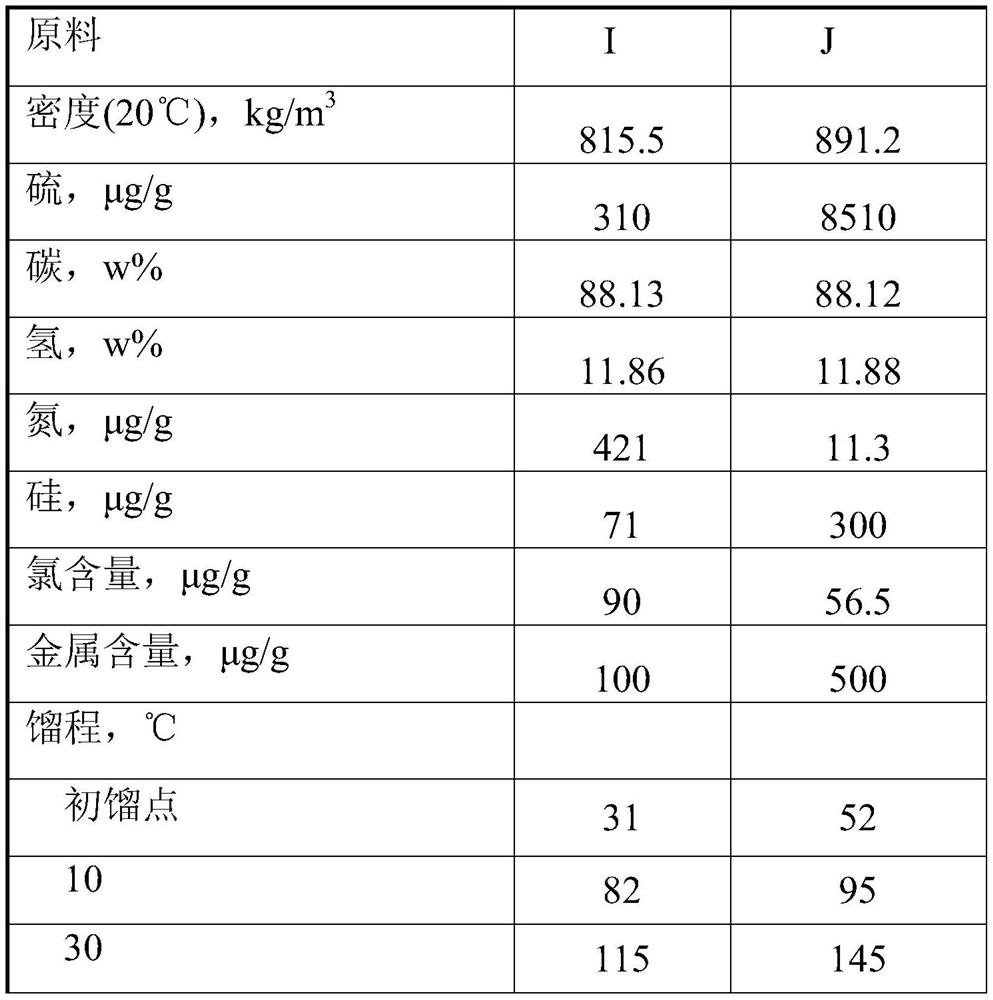
[0109] In this embodiment, the impurity removal unit is equipped with two parallel fixed bed hydrogenation reactors 1 and 2, with raw material I as the feed. The catalyst loading, impurity removal reaction conditions and reaction results are listed in Table 4.
[0110] When reactor 1 operates to 2500 h, the silicon content of liquid material in the reaction effluent is greater than 1 μ G / g, then switch to reactor 2 for impurity removal reaction, and the silicon content of liquid phase material is reduced to less than 1 μ g / g。 The catalyst is replaced for reactor 1, so the cycle realizes long-term operation.
[0111] Table 4
[0112]
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More