
Eureka
For R&D, Eureka makes reading and utilizing patents & technical documents easy.
Eureka AIR
Designed for self-driven R&D workflows. Generate viable solutions, solve complex R&D challenges, empower your innovation with AI.

Eureka Materials
Designed for material experts only. Revolutionize your material R&D, from search, analyze, to developing new materials.

TechResearch
Generate reliable direction feasibility study reports for your R&D in just a few steps.

TechSeek
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

TechMind
As an expert in R&D Theories, TechMind can generates customized viable solutions instantly.

TechRisk
Analyze your overall solution with one click, know your potential R&D risks in advance.

TechMonitor
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Particulate material preheating device and use in 3D methods
A technology of granular materials and heating devices, which is applied in the processing of accessories of main materials, additive processing, and processing of heating elements, etc., which can solve problems such as heavy equipment, deformation of parts, and process errors
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0098] Embodiment 1 phenolic resin technology:
[0099] Adhesive jetting processes using thermosetting adhesives are known from the prior art. Here, the temperature required to cure the binder is either introduced into the bed of particulate material after the build process, for example by microwave treatment or other oven treatments, or the temperature is introduced into the bed of particulate material layer by layer during the build process. This is usually done by IR radiant heating, leaving eg a linear radiator, which in turn is located eg on a recoater next to the build field. Thus, particulate material can be deposited in a new layer while reaching the necessary temperature. A disadvantage here is that the infrared radiation energy is relatively poorly coupled to typical granular materials such as quartz sand or ceramic materials, and much of the energy is lost to the surrounding space.
[0100] This is visible, especially before the actual printing process begins, w...
Embodiment 2
[0104] Example 2: IOB (Inorganic Bonding) Process
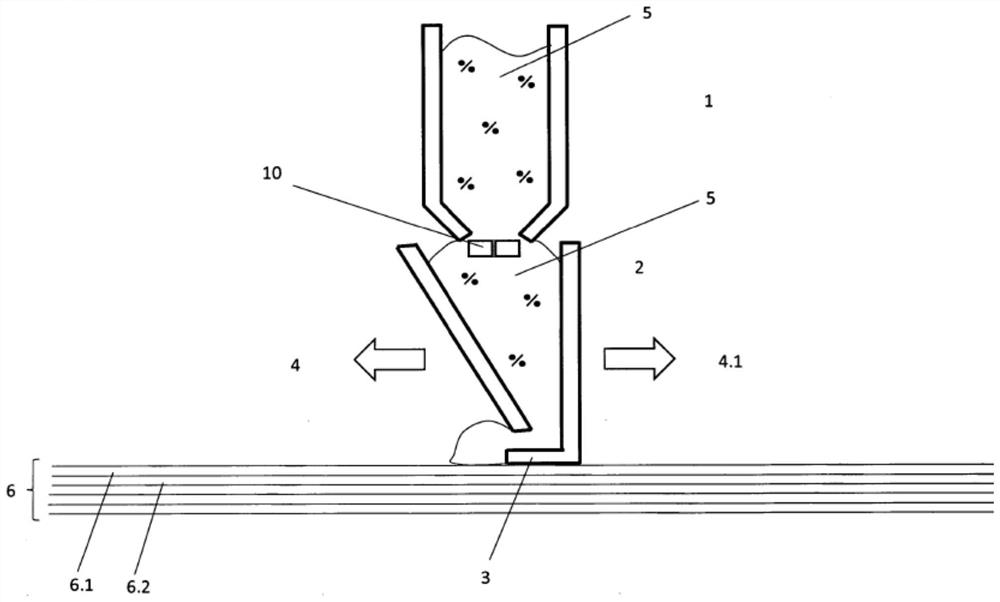
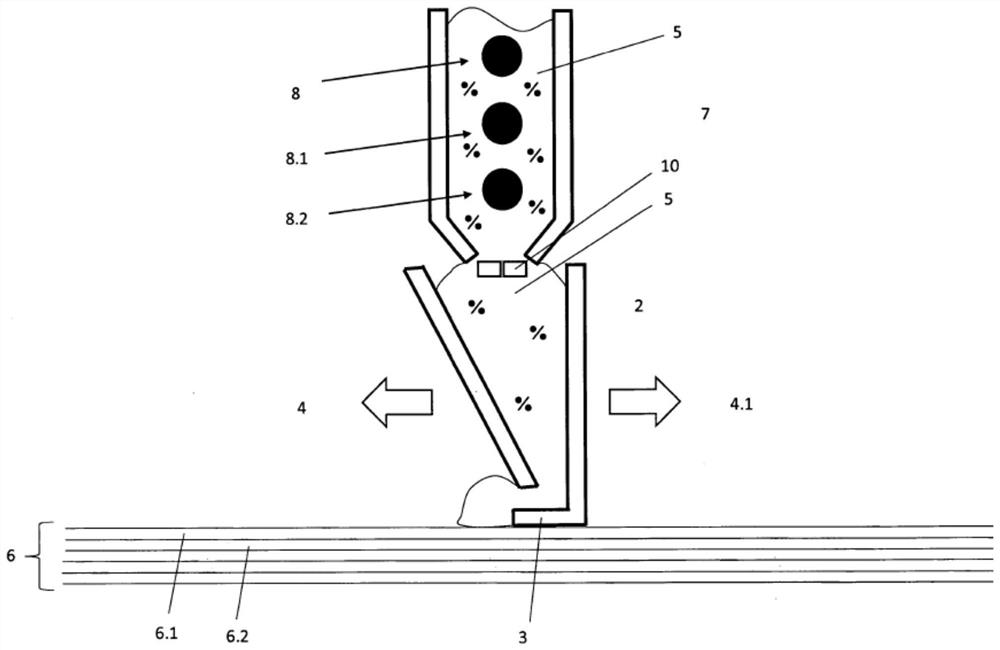
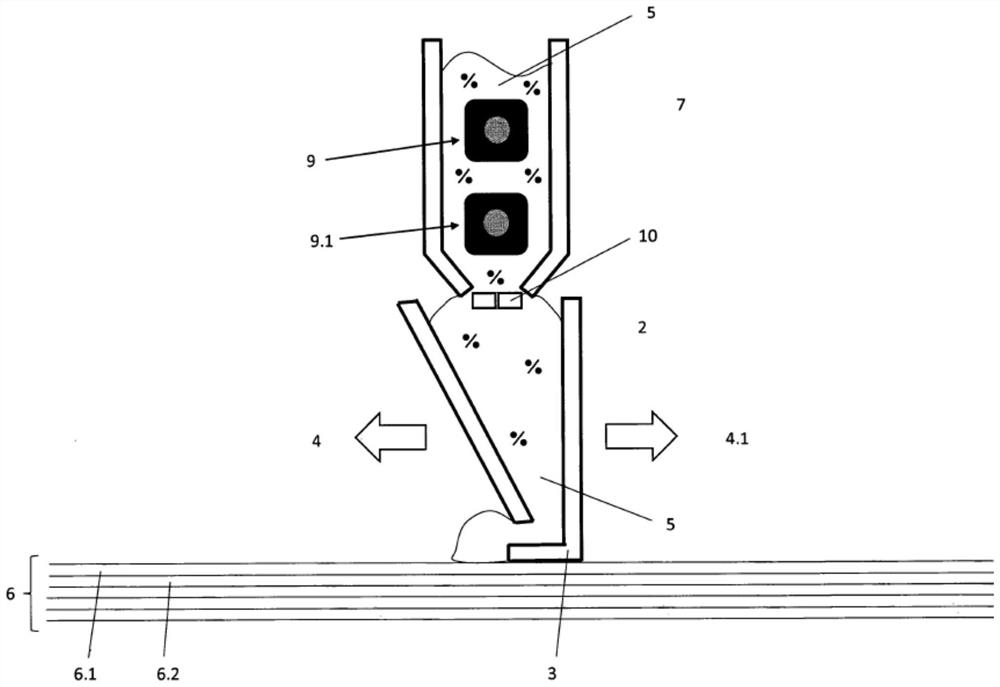
[0105] Particulate materials are also used here, such as quartz sand with an average particle size of 90 to 210 μm or more specifically 140 μm. The particulate material can be premixed with so-called accelerators. The material is incorporated into the feed container (preheating container) of a VX1000 3D printer from voxeljet AG via a conveying device, such as a screw conveyor. The preheating vessel can hold approximately 8 kg of particulate material. Several heating rods are placed longitudinally inside the preheating container. The heating rods are arranged such that the particulate material must flow around the heating rods. The heating rod had a connected load of 6 kW and heated the particulate material from an ambient temperature of about 22°C to a temperature in excess of 80°C. The hot granular material is batch-filled into the recoater hopper. This process happens approximately every 3 layers. The recoater hoppe...
Embodiment 3
[0108] Example 3: High-speed sintering process
[0109] Another process for additive manufacturing is high-speed sintering. In this process, a polymer powder, such as polyamide 12 with an average particle size of 55 μm - PA12 for short, is processed. In contrast to the adhesive jet example above, here the materials are bonded by selective melting. To do this, particulate material is applied to the build surface. In this case, the layer thickness is typically 80 μm. The new layer now reaches a temperature of preferably 165-178° C. by radiation from the free upper side and by thermal conduction from the previously applied lower layer. The printhead then selectively incorporates the absorber onto the area to be cured before another radiation source passes through the entire build field. The surface of the layer of particulate material wetted by the absorbent is thus heated above the melting point of the particulate material and sintered. The unprinted portion of the build ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| depth | aaaaa | aaaaa |
| height | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com