

Quick RTM manufacturing process of resin based advanced composite material
An advanced composite material and manufacturing process technology, applied in the field of rapid RTM manufacturing process, can solve the problems of high energy consumption and slow heating speed, and achieve the effect of less energy consumption, reducing residual stress and optimizing the curing process
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment approach 1
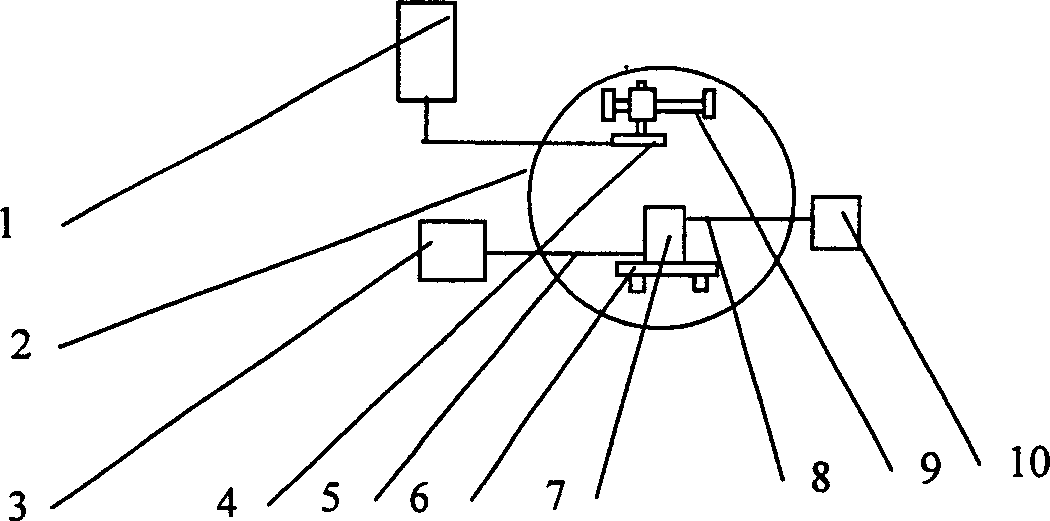
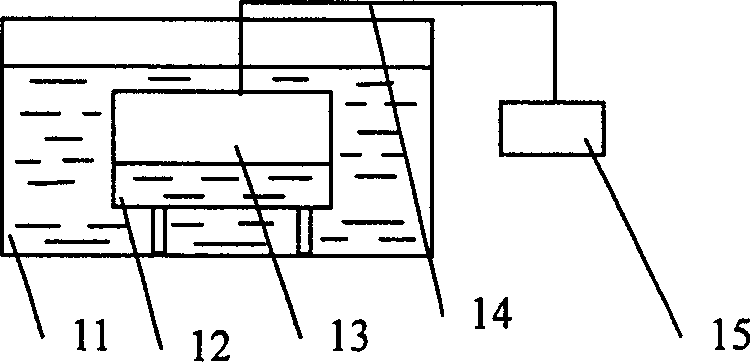
[0040] In CAD / CAM software, carry out the three-dimensional modeling of the part prototype. And use RP (rapid prototyping) technology to make the corresponding prototype. Then remake the corresponding room temperature vulcanized silicone rubber mold. Apply silicone oil on the inner surface of the mold as a release agent. Place the carbon fiber three-dimensional prefabricated part in the mold, close the mold, and seal it. The mold is clamped on the trolley in the high-pressure water tank to fix the trolley. Connect the resin gate and riser of the mold to the resin injection pipe and the exhaust pipe of the high-pressure water tank respectively. Close the high-pressure water tank, fill it with degassed water, and adjust the water pressure to 1.5 atmospheres (assuming that the outside world is 1 atmosphere at this time).
[0041] Mix the epoxy resin with the anhydride curing agent (mass ratio: 10:7), and put it into a closed container, occupying half the volume of the contain...
Embodiment approach 2
[0045] In CAD / CAM software, carry out the three-dimensional modeling of the part prototype. And use RP (rapid prototyping) technology to make the corresponding prototype. Then remake the corresponding room temperature vulcanized silicone rubber mold. Apply silicone oil on the inner surface of the mold as a release agent. Place the carbon fiber three-dimensional prefabricated part in the mold, close the mold, and seal it. The mold is clamped on the trolley in the high-pressure water tank to fix the trolley. Connect the resin gate and riser of the mold to the resin injection pipe and the exhaust pipe of the high-pressure water tank respectively. Close the high-pressure water tank, fill it with degassed water, and adjust the water pressure to 1.5 atmospheres (assuming that the outside world is 1 atmosphere at this time).
[0046] Mix the epoxy resin with the modified amine curing agent (mass ratio is 4:1), and put it into an airtight container, occupying half the volume of the ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More