Vertical heat treatment system
a heat treatment system and vertical technology, applied in heat treatment equipment, furnaces, foundry moulding equipment, etc., can solve the problems of increasing energy utilization, castings may be exposed to the ambient environment of foundry or metal processing facilities, and castings tend to rapidly cool down, so as to improve the rate and efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
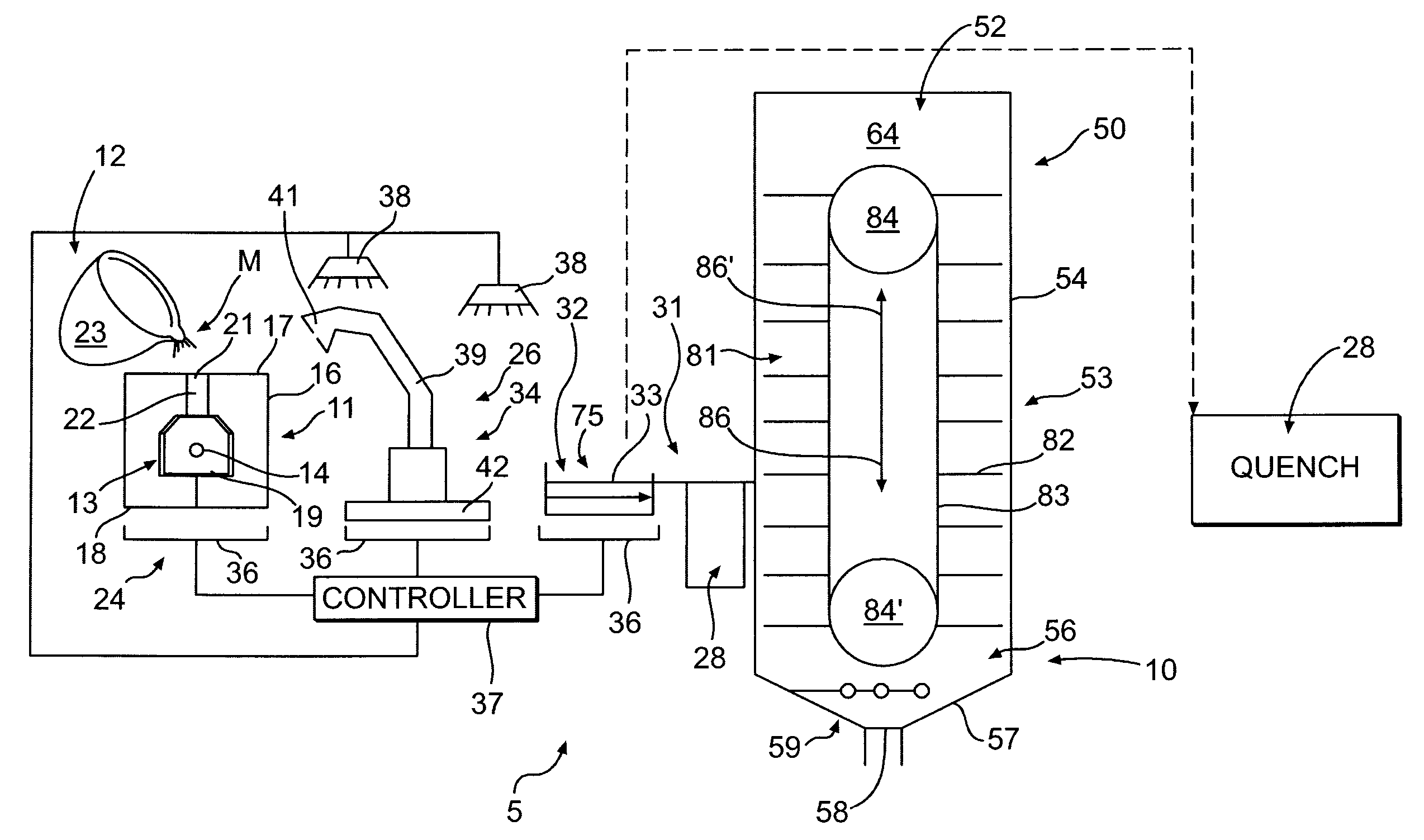
[0032]Referring now in greater detail to the drawings in which like numerals refer to like parts throughout the several views, FIGS. 2A-2B schematically illustrates an exemplary integrated metal processing facility or system 5 including the vertical heat treatment unit or “cell unit”10 according to the present invention for processing metallurgical castings. Metal casting processes generally are known to those skilled in the art and a traditional casting process will be described only briefly for reference purposes. It will be understood by those skilled in the art that the present invention can be used in any type of casting process, including metal casting processes for forming aluminum, iron, steel, and / or other types of metal and metal alloy castings. The present invention thus is not and should not be limited solely for use with a particular casting process or a particular type or types of metals or metal alloys.
[0033]As illustrated in FIG. 2A, a molten metal or metallic alloy ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| time | aaaaa | aaaaa |
| temperatures | aaaaa | aaaaa |
| temperature | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More 
PatSnap Eureka turns technology decisions into work you can execute. Powered by our Innovation Knowledge Graph, it runs expert workflows across engineering, life sciences, materials and intellectual property. Get your review-ready output in minutes.



