

Method and apparatus for producing fully cooked extrudates with significantly reduced specific mechanical energy inputs
a technology of specific mechanical energy and extruder, which is applied in the direction of feeding-stuff, application, manufacturing tools, etc., can solve the problems of increasing utility costs, limiting the steam of conventional extrusion systems, and affecting the quality of extruder components, so as to reduce the sme input, the effect of reducing the sme input and reducing the cos
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
example 1
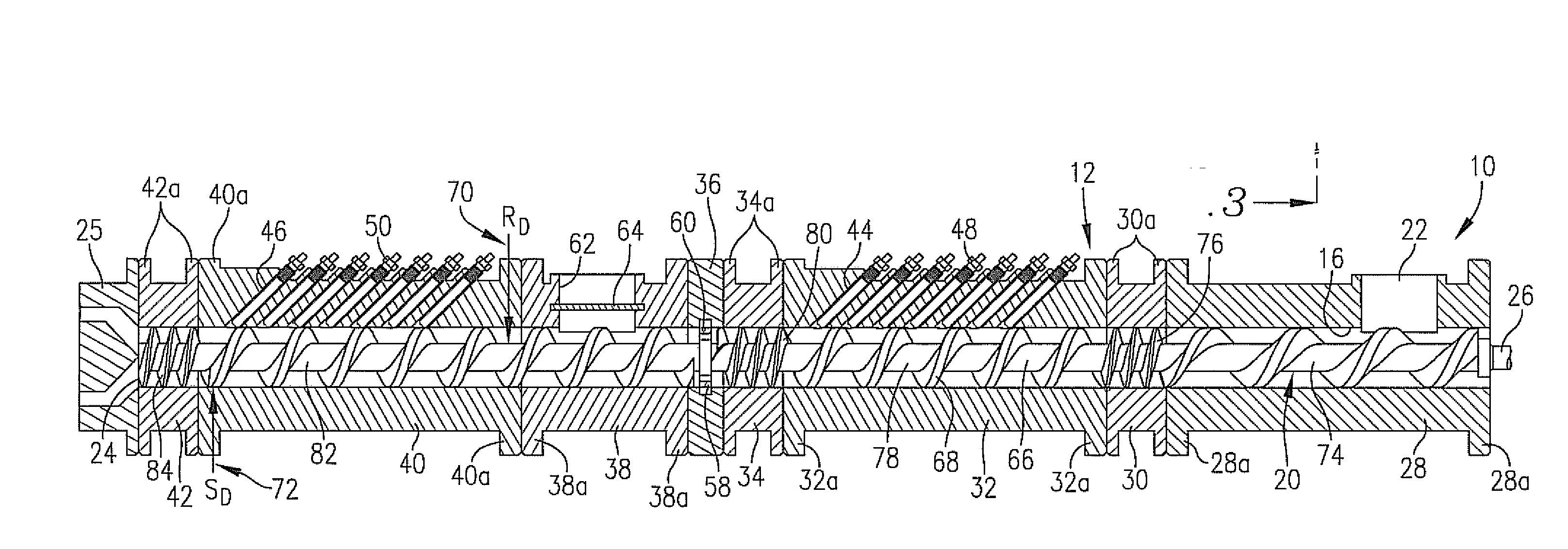
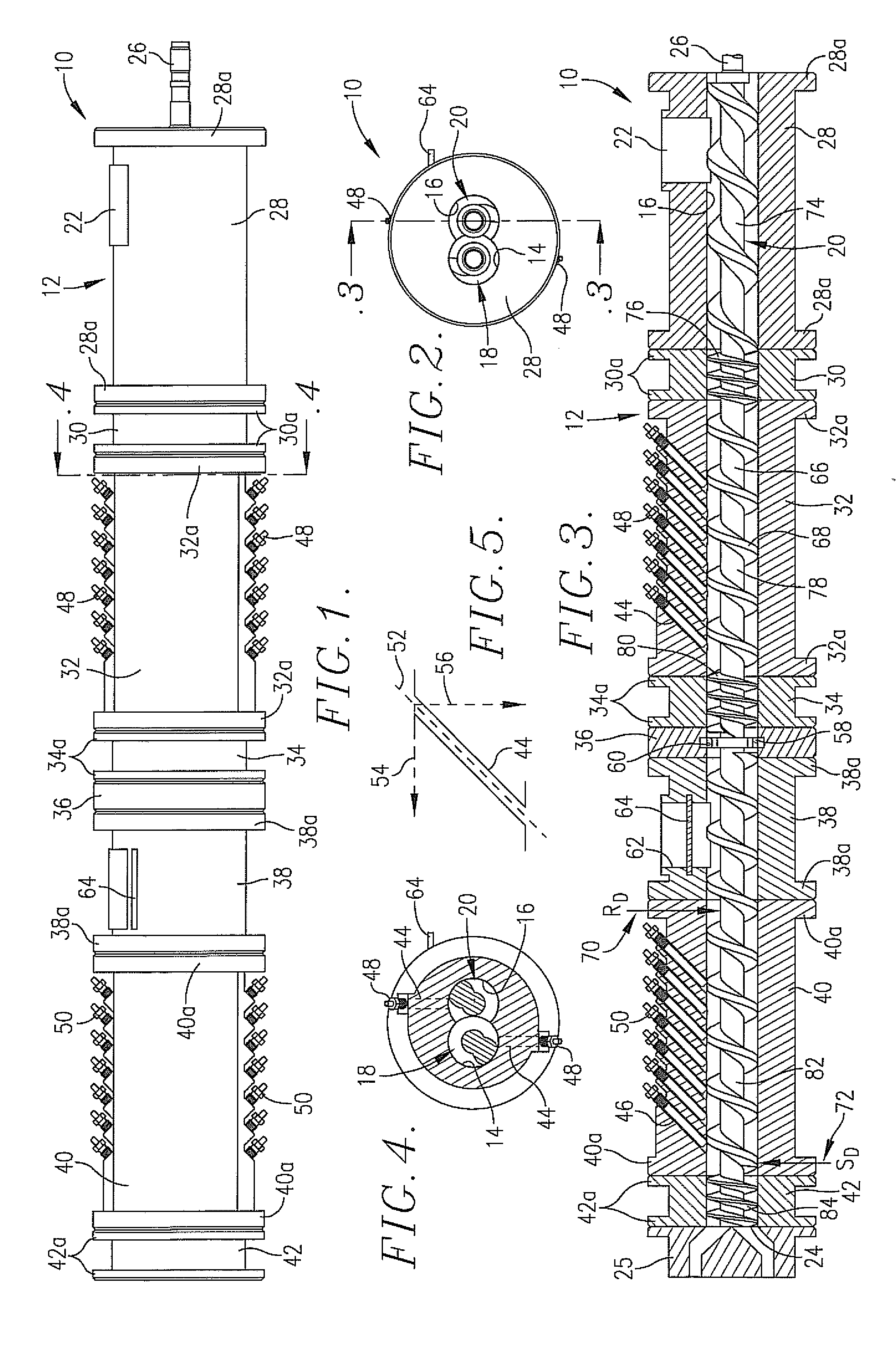
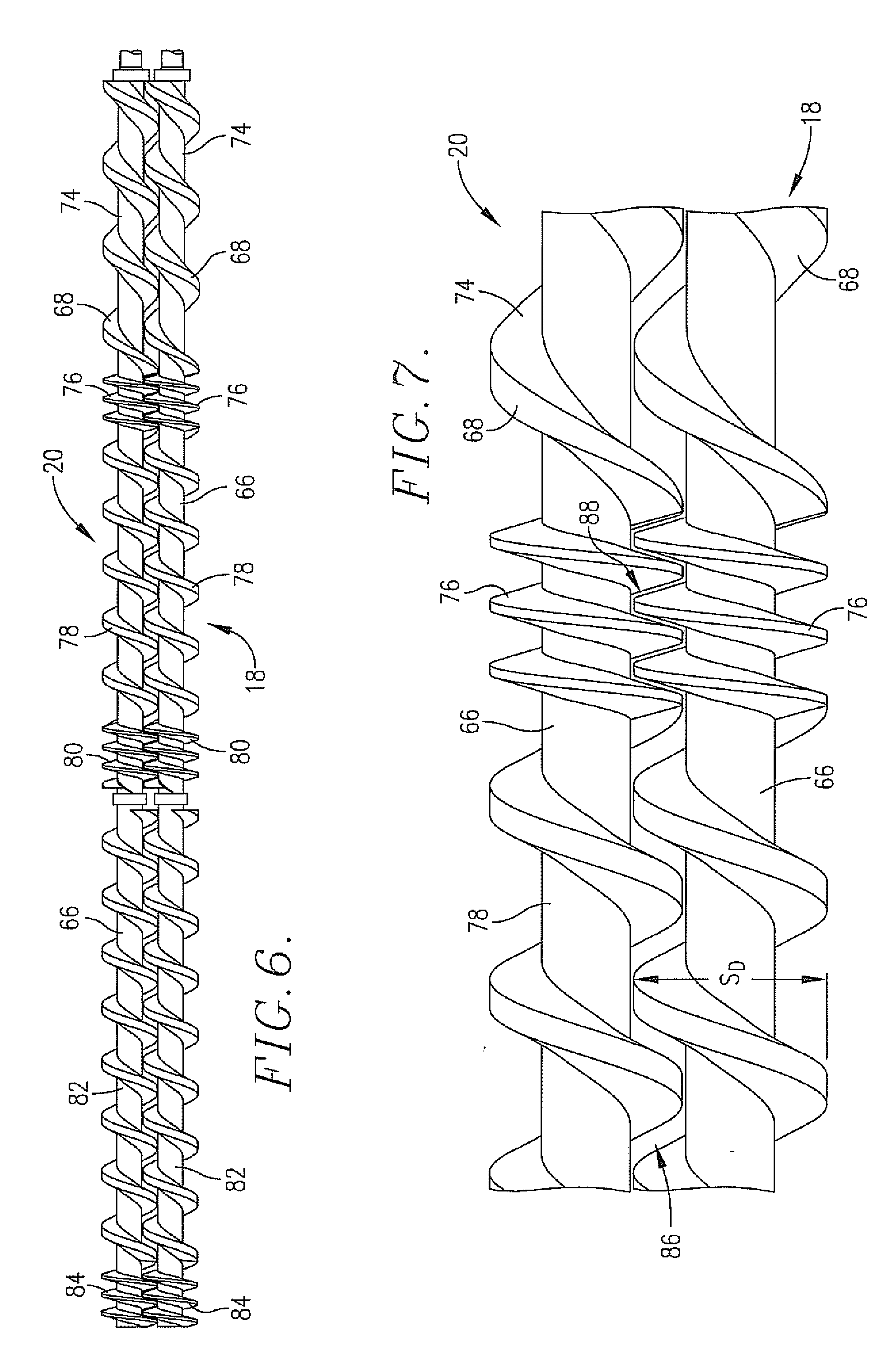
[0058]In these illustrative tests, data from a previous run using a Wenger Magnum ST TX85 twin screw extruder was compared with the improved twin screw extruder of the invention, in the preparation of aquatic feeds. The TX85 extruder is of the type illustrated in FIGS. 10-11 whereas the extruder of the invention is illustrated in FIGS. 1-5. As can be seen, both extruders include shorter pitch sections located on opposite sides of longer pitch steam injection sections. In the case of the TX85, the injectors were located in perpendicular relationship to the longitudinal axes of the extruder screws, whereas in the improved extruder, the injectors were oriented at a 45° angle relative to the screw axes. Moreover, the twin screws of the TX85 had a close flighting-to-flighting gap of about 0.039 inches along the entire lengths thereof, and the longer pitch sections thereof had a significantly smaller flighting depth (measured from the outer surface of the flighting to the shaft) and a con...
example 2
[0066]In this set of tests, essentially the same extruder set-ups were employed, with no steam injection to the TX85 extruder, but with a maximum amount of steam injection to the improved extruder hereof, The TX85 equipment did not include a BPV.
[0067]The recipe used with the TX85 (No. 3) was a proprietary pet food recipe, whereas the recipe in the improved extruder (No. 4) was the same as that set forth in Example 1. The data collected in this set of runs is set forth in the following Table 3.
TABLE 3RUN NUMBER34DRY RECIPE INFORMATIONDensity (kg / m3)551608Feed Rate (kg / hr)11852000Feed Screw Speed (RPM)2540PRECONDITIONING INFORMATIONPreconditioner Speed (RPM)125 / 25050 / 800Steam Flow to Preconditioner (kg / hr)120160Steam Flow to Preconditioner (%)108Water Flow to Preconditioner (kg / hr)125280Water Flow to Preconditioner (%)10.514Weight in Preconditioner (kg)82122Preconditioner Retention Time (min)3.372.69Preconditioner Discharge Temp (° C.)9281Moisture Entering Extruder (% wb)—25.02EXTRUS...
example 3
[0069]In this example cat food products were prepared using the basic extruder assembly of FIGS. 1-5 and the preconditioner of FIGS. 8-9. The objective of these tests was to prepare a light density (320-350 g / l, or about 20-22 lb / ft3) cat food using less than 10 kWhr / T SME input with 12% by weight steam injection into the extruder barrel. The dry ingredient recipe was made up of 53% by weight corn, 22% by weight poultry meal, 15% by weight soybean meal, and 10% corn gluten meal. This recipe provided 32.6% by weight protein, 4.0% by weight starch, 34.9% by weight fat, and 2.9% by weight fiber. The results of this run are set forth in Table 4.
TABLE 4ProductCat FoodRUN NUMBER567DRY RECIPE INFORMATIONDensity (kg / m)556556556Feed Rate (kg / hr)200020002000Feed Screw Speed (RPM)404040PRECONDITIONING INFORMATIONPreconditioning Speed (RPM)50 / 80050 / 80050 / 800Steam Flow to Preconditioner (kg / hr)166166166Steam Flow to Preconditioner (%)8.38.38.3Water Flow to Preconditioner (kg / hr)114114114Water Fl...
PUM
| Property | Measurement | Unit |
|---|---|---|
| angle | aaaaa | aaaaa |
| angle | aaaaa | aaaaa |
| angle | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More