

Cold-rolling method for a wrought mg alloy with weak/non-basal texture and a cold rolled sheet
a cold rolling and weak technology, applied in metal rolling, metal rolling arrangements, etc., can solve the problems of low competitive power of texture, poor ductility, workability and formability of mg alloys, and limits the further press formability and industrial applications of mg alloys, so as to achieve enhanced yield strength and ultimate tensile strength of said billets, the effect of increasing the strength of basal texture components
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
example 2
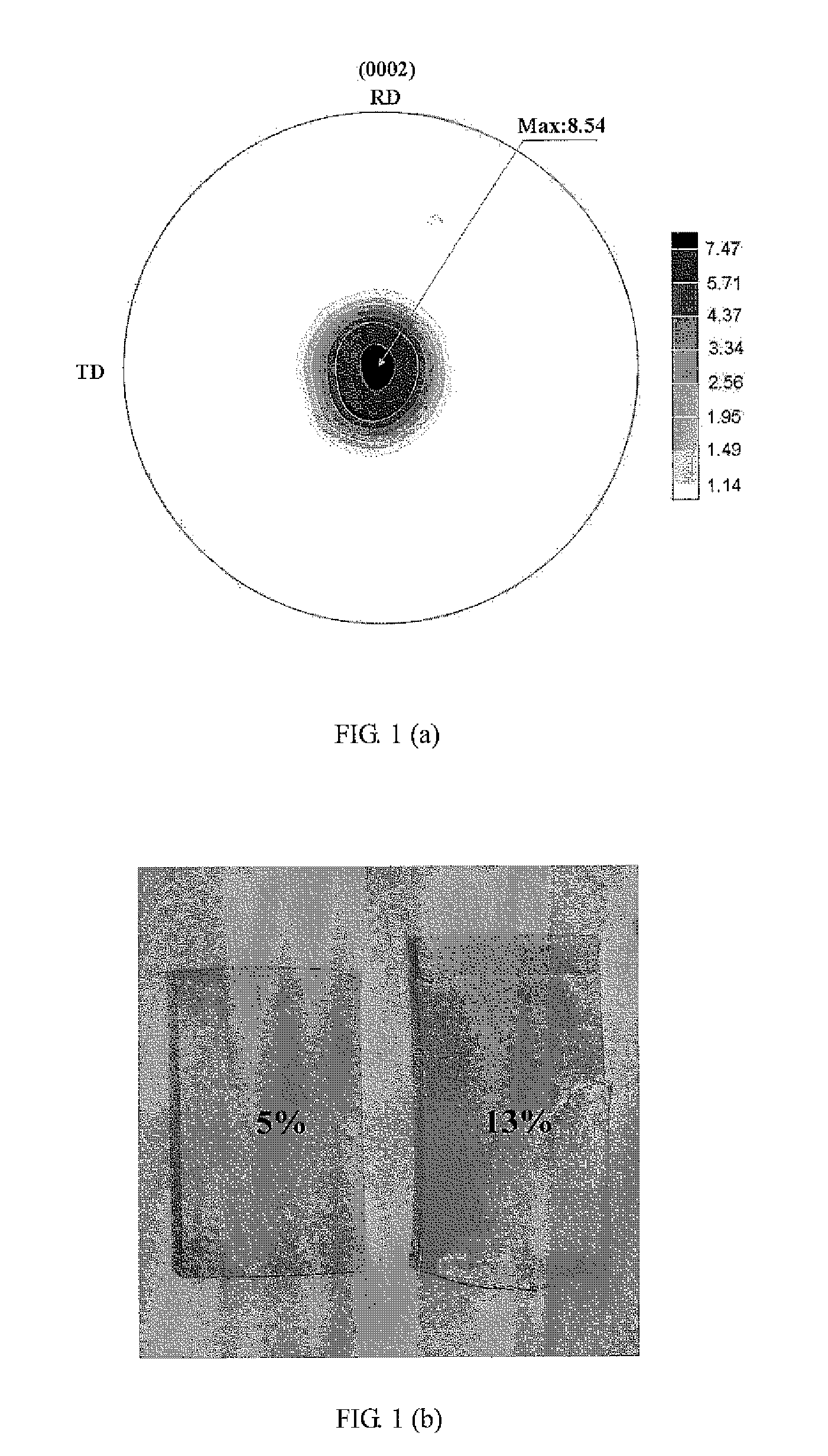
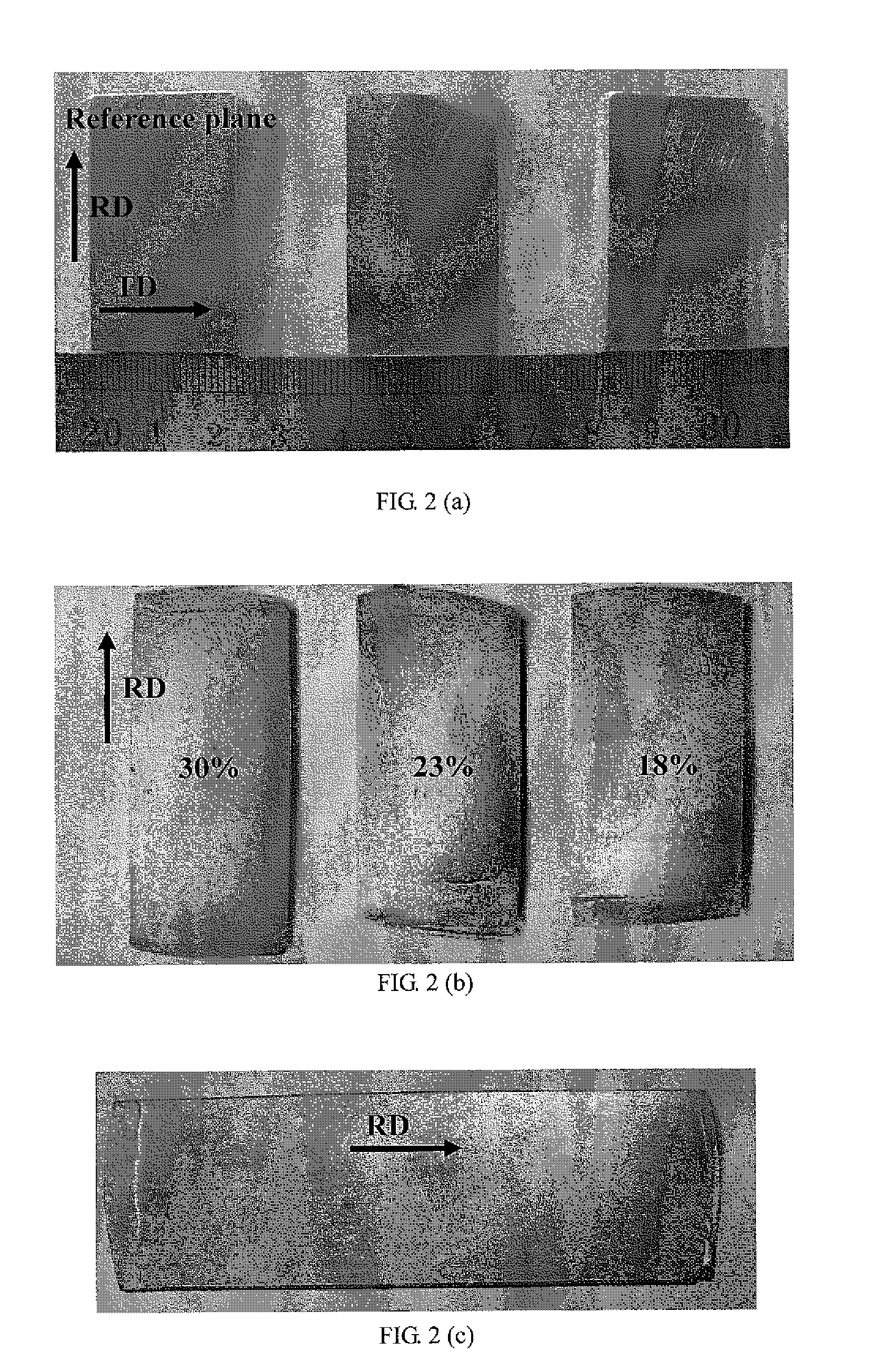
[0033]1) A hot-rolled sheet of a Mg-3Gd-Zn (GZ31 Mg alloy), with a thickness of 3 mm, was selected as a billet. The chemical composition of the GZ31 Mg alloy was, by weight, 2.8% Gd, 1.1% Zn, and Mg being the balance. The elongation-to-failure δ of the hot-rolled sheet along RD was 35%, and the grain size was 20 μm, as shown in FIG. 3 (a). A plane formed by the rolling direction (RD) and the transverse direction (TD) of the hot-rolled sheet was selected as the reference plane, as shown in FIG. 2(a). The maximum intensity of its (0002) pole figure was 1.80, as shown in FIG. 4(a). Thus, the hot-rolled sheet was a wrought Mg alloy with a weak texture, and the selected reference plane of the billet was the weak texture plane.
[0034]2) The specimens with a dimension of 40 mm×25 mm×3 mm were cut out of the GZ31 hot-rolled sheets, and the surface thereof was polished with a waterproof abrasive paper to 800#, as shown in FIG. 2(a). Then they were rolled at room temperature (about 25° C.). Th...
example 3
[0037]1) A hot-rolled sheet of a Mg-2Zn-Y alloy, with a thickness of 3 mm, was selected as a billet. The chemical composition of the Mg-2Zn-Y alloy was, by weight, 1.9% Zn, 1.1% Y, and Mg being the balance. The 0.2% yield strength, ultimate tensile strength, and elongation-to failure δ of the hot-rolled sheet along TD were 122 MPa, 225 MPa, and about 26%, respectively. The grain size was ˜15 μm. A plane formed by the rolling direction (RD) and the transverse direction (TD) of the hot-rolled sheet was selected as the reference plane. The position of the maximum intensity of its (0002) pole figure tilted about 28° from ND. Thus, the hot-rolled sheet was a wrought Mg alloy with a non-basal texture, and the selected reference plane of the billet was the non-basal texture plane.
[0038]2) The specimens with a dimension of 40 mm×25 mm×3 mm were cut out of the hot-rolled sheets, and the surface thereof was polished with a waterproof abrasive paper to 800#. Then they were rolled at room tempe...
example 4
[0041]1) A hot-rolled sheet of a Mg—Y alloy, with a thickness of 3 mm, was selected as a billet. The chemical composition of the Mg—Y alloy was, by weight, 1.2% Y, and Mg being the balance. The 0.2% yield strength, ultimate tensile strength, and elongation-to failure δ of the hot-rolled sheet along RD were 134 MPa, 209 MPa, and about 39%, respectively. The grain size was ˜20 μm. A plane formed by the rolling direction (RD) and the transverse direction (TO) of the hot-rolled sheet was selected as the reference plane. The maximum intensity of its (0002) pole figure was 3.4. Thus, the hot-rolled sheet was a wrought Mg alloy with a weak texture, and the selected reference plane of the billet was the weak texture plane.
[0042]2) The specimens with a dimension of 40 mm×25 mm×3 mm were cut out of the hot-rolled Mg—Y sheets, and the surface thereof was polished with a waterproof abrasive paper. Then they were rolled at room temperature (about 25° C.). The weak texture plane, i.e. the plane f...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| grain size | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More