

Flow regulated pressure swing adsorption system
a pressure swing and adsorption technology, applied in the field of separation, can solve the problems of inability to mechanically immobilize the adsorbent bed, the logic and control of the valve is then greatly complicated, and the inability to achieve the assembly of the rotary adsorbent bed
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
embodiment 1
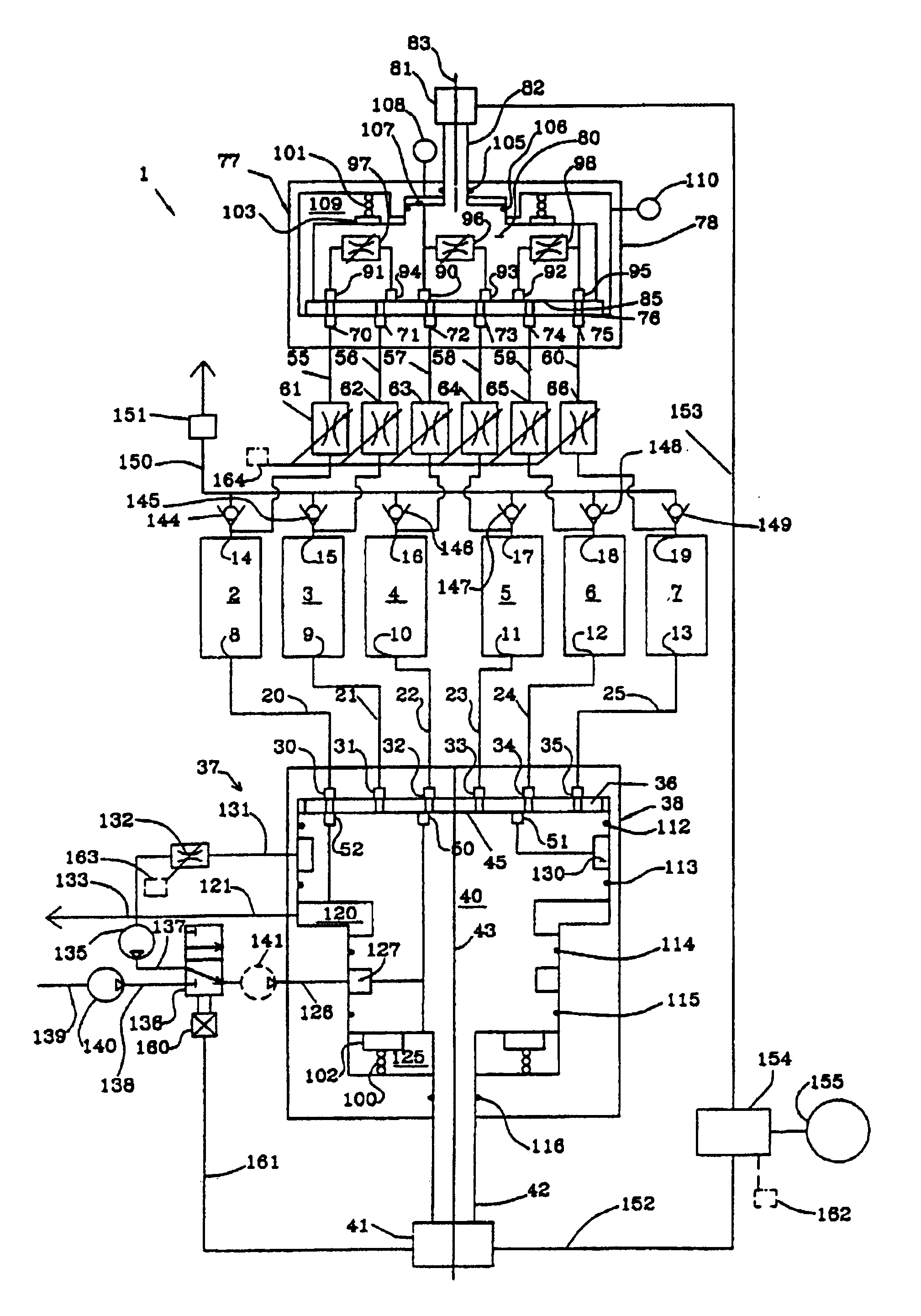
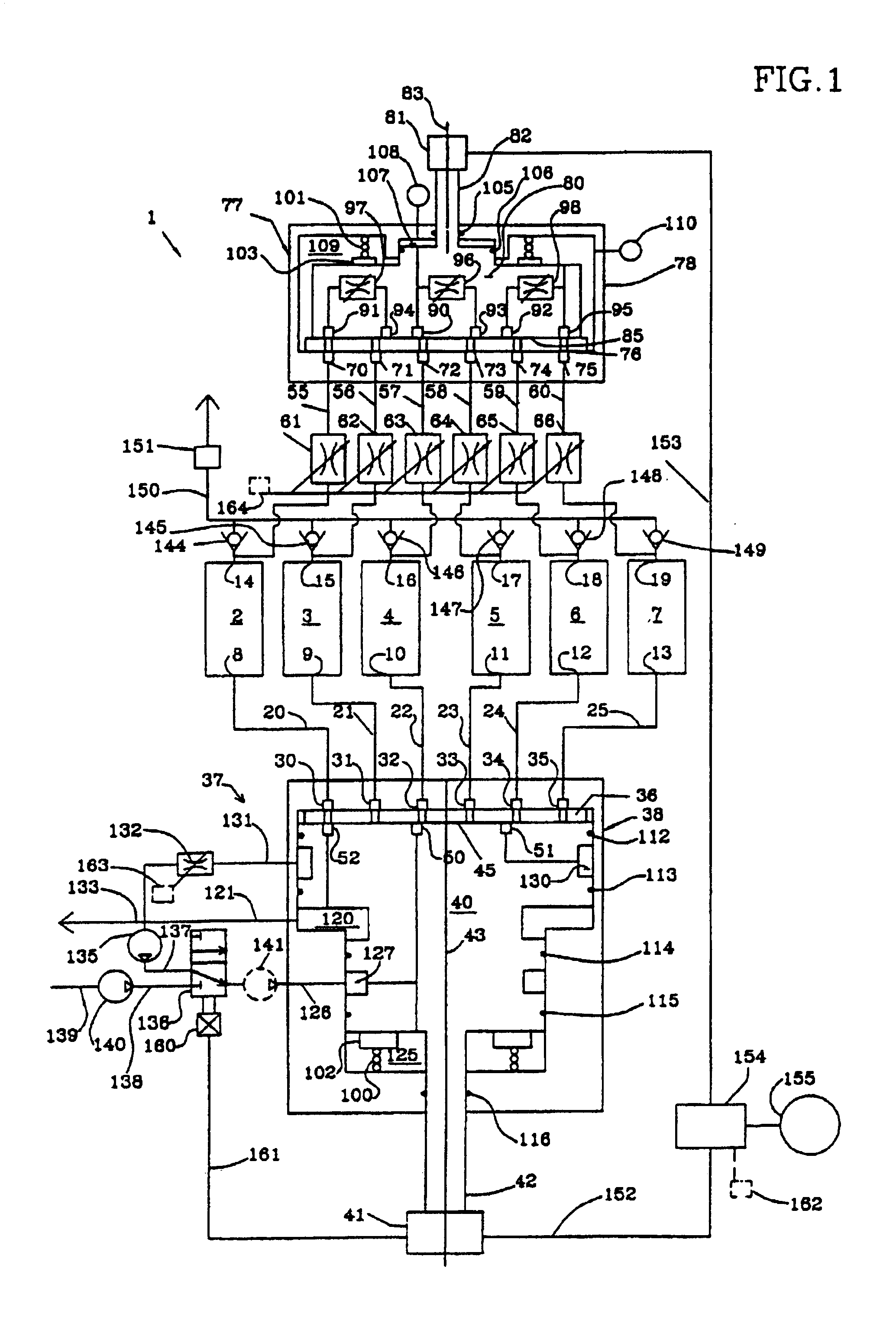
[0170]FIG. 10 is a schematic drawing of an alternative second distributor valve 400 with control means for the adjustable orifices of the rotor as configured for embodiment 1 of FIG. 1. Adjustable orifices 96-98 are provided as throttle valves mounted in rotor 80, each with identical or similar external actuation means, described here in detail for adjustable orifice 97. Light reflux withdrawal port 91 communicates by conduit 401 to upstream valve chamber 402. Chamber 402 is penetrated by valve stem 405 with coaxial needle 406 aligned with valve seat 408. The adjustable throttle valve orifice is defined between needle 406 and seat 408, and provides fluid communication with downstream valve chamber 410 which in turn communicates by conduit 412 to light reflux return port 94.
[0171]Drive end 414 of valve stem 405 is isolated from process fluid by seal 415, and is provided with a drive pin 416 penetrating a drive slot 417 in rotor 80. Slot 417 has axial clearance for pin 416, sufficient...
embodiment 450
[0174]An alternative embodiment 450 of the second distributor valve uses fluid transfer chambers between the rotor 80 and the stator housing 78, so that the adjustable orifices can be provided as throttle valves external to the stator housing.
[0175]On a common sealing diameter, rotary seals 451, 452, 453, 454 and 455 mutually isolate chamber 107 communicating in rotor 80 to light reflux withdrawal port 90 at substantially the higher pressure, transfer chamber 461 communicating to light reflux return port 93, transfer chamber 462 communicating to light reflux withdrawal port 91, transfer chamber 463 communicating to light reflux return port 94, transfer chamber 464 communicating to light reflux withdrawal port 92, and chamber 109 communicating to light reflux return port 95 at substantially the lower pressure. Adjustable orifice 96 is provided as throttle valve 471 communicating through stator housing 78 to chambers 107 and 461. Adjustable orifice 97 is provided as throttle valve 472...
embodiment 600
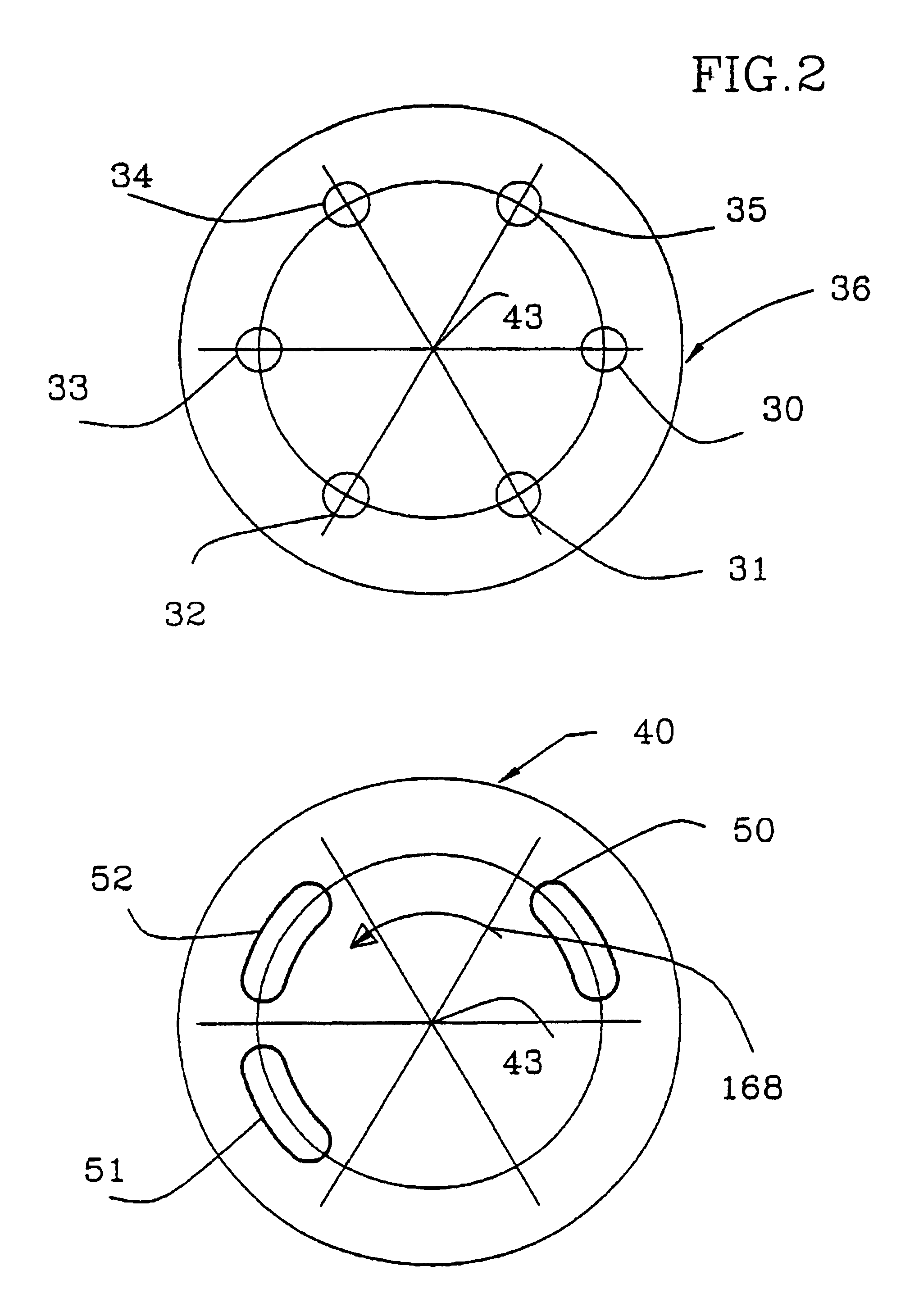
[0189]FIGS. 13 and 14 show an alternative embodiment 600 of the first distributor valve in which approximate radial balance of the contact pressure distribution on the valve surface 45 is achieved by communicating the pressure distribution on the valve surface to a plurality of axially aligned loading pistons 601-607 disposed in a coaxial annular ring around the axis 43 within the valve rotor at a radius approximately equal to or somewhat greater than the radius of the function ports. Each of the pistons 603-607 is pressurized by the local pressure at its axially projected position on the valve surface (typically corresponding to a function port), and is sealed by a piston ring 608 in a cylinder 613-617 in rotor 40, with each cylinder parallel to axis43. The loading pistons are reacted on a rotating thrust plate 620, bearing against stationary thrust pad 621 of self-lubricating material. Thrust pad 621 is supported within stator housing 38, normal to the axis of rotation. Each of th...
PUM
| Property | Measurement | Unit |
|---|---|---|
| pressure | aaaaa | aaaaa |
| pressure | aaaaa | aaaaa |
| pressure | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More