

Green synthesis process of polyamide-dendritic amine polymer
A technology for green synthesis and polyamide, applied in the field of green synthesis technology, can solve the problems of complex treatment of recycled liquid, large environmental pollution, and high energy consumption, and achieve the effects of reducing the original investment of equipment, simplifying the process flow, and reducing reaction by-products.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
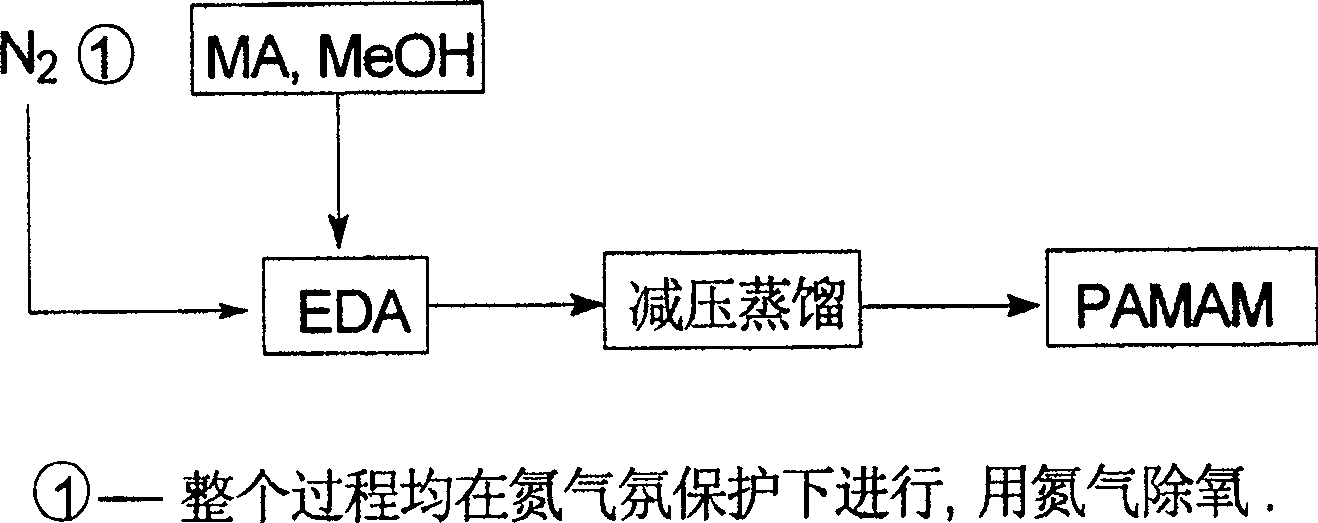
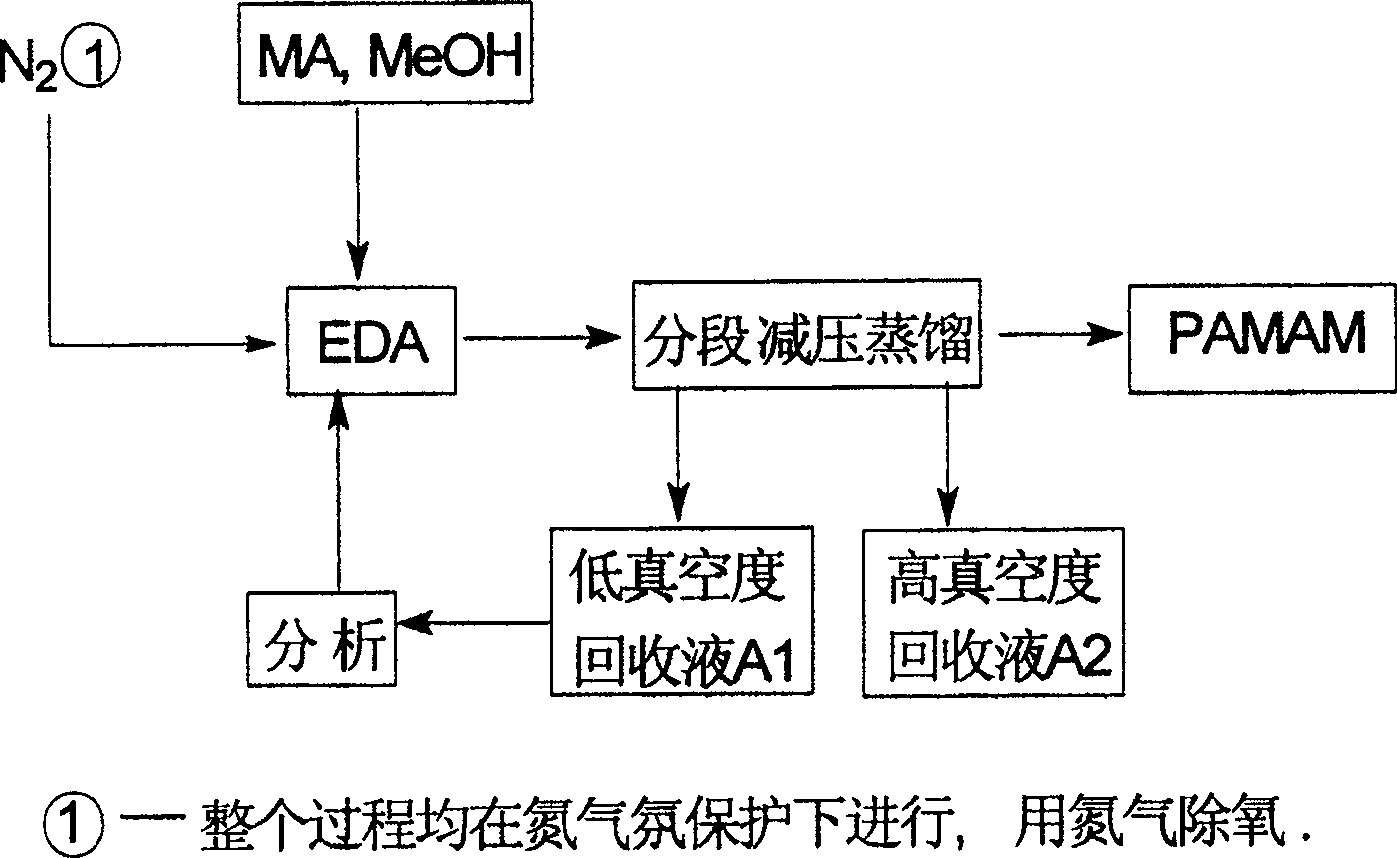
[0022] Synthesis of half-generation 0.5G PAMAM. The ratio of the amount of MA to 0.5G PAMAM terminal group is 5:1, and the sample is synthesized. Add 6.0g (0.1mol) EDA and 64.0g (2.0mol) MeOH to a 500ml round bottom flask, cool to 0°C with ice water, then slowly add 172.2g (2.0mol) MA which was cooled to the round bottom flask. After 24 hours of magnetic stirring at 23±2°C, at 50°C, the excess raw material MA and the solvent MeOH were separated and recovered by rotary evaporation, and the rotary evaporation adopted staged decompression. The recovered liquids under low vacuum and high vacuum were collected, weighed, and analyzed by GC. The condensation temperature of vacuum distillation is -10°C. 197.8 g of recovered liquid was obtained under low vacuum, the recovery rate was 98.0%, and the MA% was 66.3%, about 131.1 g. The yield of 0.5G PAMAM is 98.6%, and the purity is 98.1%. The whole process was carried out under the protection of high-purity nitrogen.
[0023] 197.8 g...
Embodiment 2
[0025] Synthesis of half-generation 0.5G PAMAM. The ratio of the amount of MA to 0.5G PAMAM terminal group is 8:1, and the sample is synthesized. Add 3.0g (0.05mol) EDA and 50.1g (1.6mol) MeOH to a 500ml round-bottomed flask, cool to 0°C with ice water, then slowly add cooled 137.8g (1.6mol) MA into the round-bottomed flask. After magnetically stirring at 23±2°C for 24h, at 50°C, the excess raw material MA and solvent MeOH were separated and recovered by rotary evaporation, and the rotary evaporation adopted staged decompression. The recovered liquids under low vacuum and high vacuum were collected, weighed, and analyzed by GC. The condensation temperature of vacuum distillation is -10°C. 168.0 g of recovered liquid was obtained under low vacuum, the recovery rate was 97.8%, and the MA% was 84.6%, about 116.8 g. The yield of 0.5G PAMAM is 98.3%, and the purity is 98.3%. The whole process was carried out under the protection of high-purity nitrogen.
[0026] 168.0 g of rec...
Embodiment 3
[0028] Synthesis of half-generation 0.5G PAMAM. The ratio of the amount of MA to 0.5G PAMAM terminal group is 6.5:1 and the sample is synthesized. Add 3.0g (0.05mol) EDA and 41.6g (1.30mol) MeOH to a 500ml round bottom flask, cool to 0°C with ice water, then slowly add 111.9g (1.30mol) MA which was cooled to the round bottom flask. After magnetically stirring at 23±2°C for 24h, at 50°C, the excess raw material MA and solvent MeOH were separated and recovered by rotary evaporation, and the rotary evaporation adopted staged decompression. The recovered liquids under low vacuum and high vacuum were collected, weighed, and analyzed by GC. The condensation temperature of vacuum distillation is -10°C. 133.0 g of recovered liquid was obtained under low vacuum, with a recovery rate of 97.6%, wherein MA% was 69.0%, about 91.8 g. The yield of 0.5G PAMAM is 98.6%, and the purity is 98.1%. The whole process was carried out under the protection of high-purity nitrogen.
[0029] 133.0 ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More