

High speed injecting molding method by counter pressure method and chemical foaming method
A technology of injection molding and French chemistry, which is applied in the field of low-pressure chemical foaming injection molding of thick-walled plastic foaming parts, and can solve problems such as inability to do secondary decoration processing, inappropriate production of transparent parts, and rough surface of parts. , to achieve the effects of improving processing efficiency, reducing raw material consumption, and high yield
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0031] In order to further understand the features, technical means, and specific objectives and functions achieved by the present invention, the present invention will be further described in detail below in conjunction with the accompanying drawings and specific embodiments.
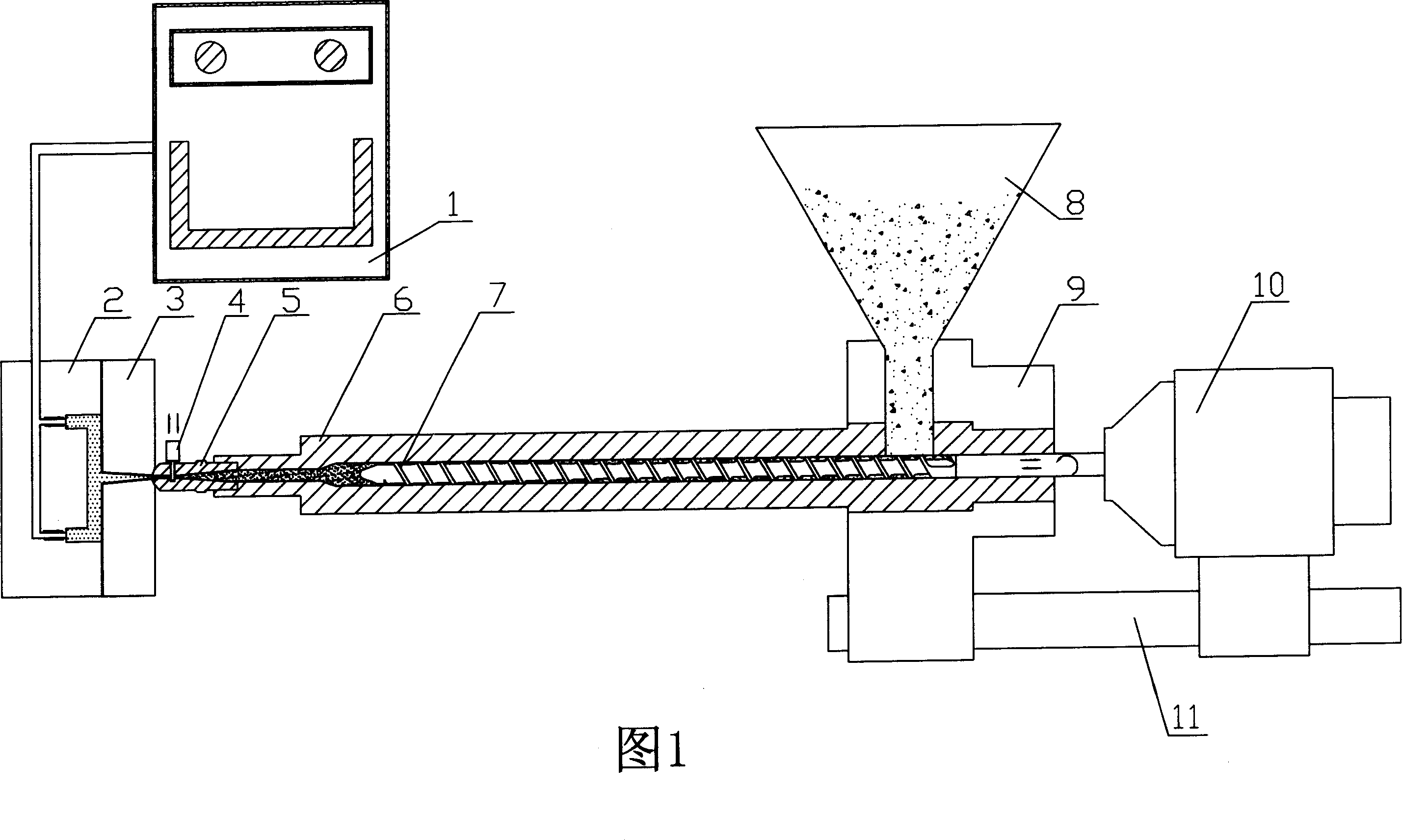
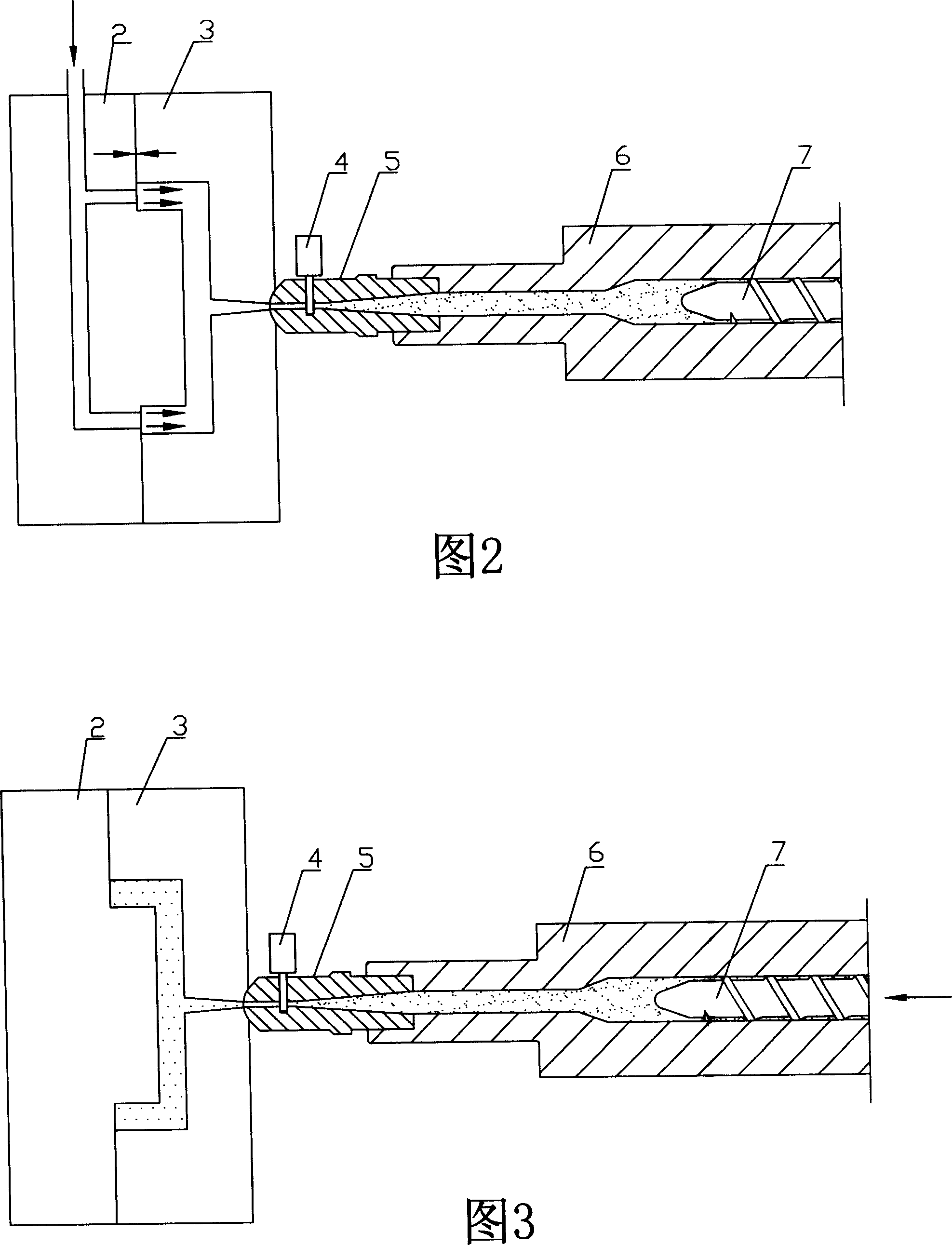
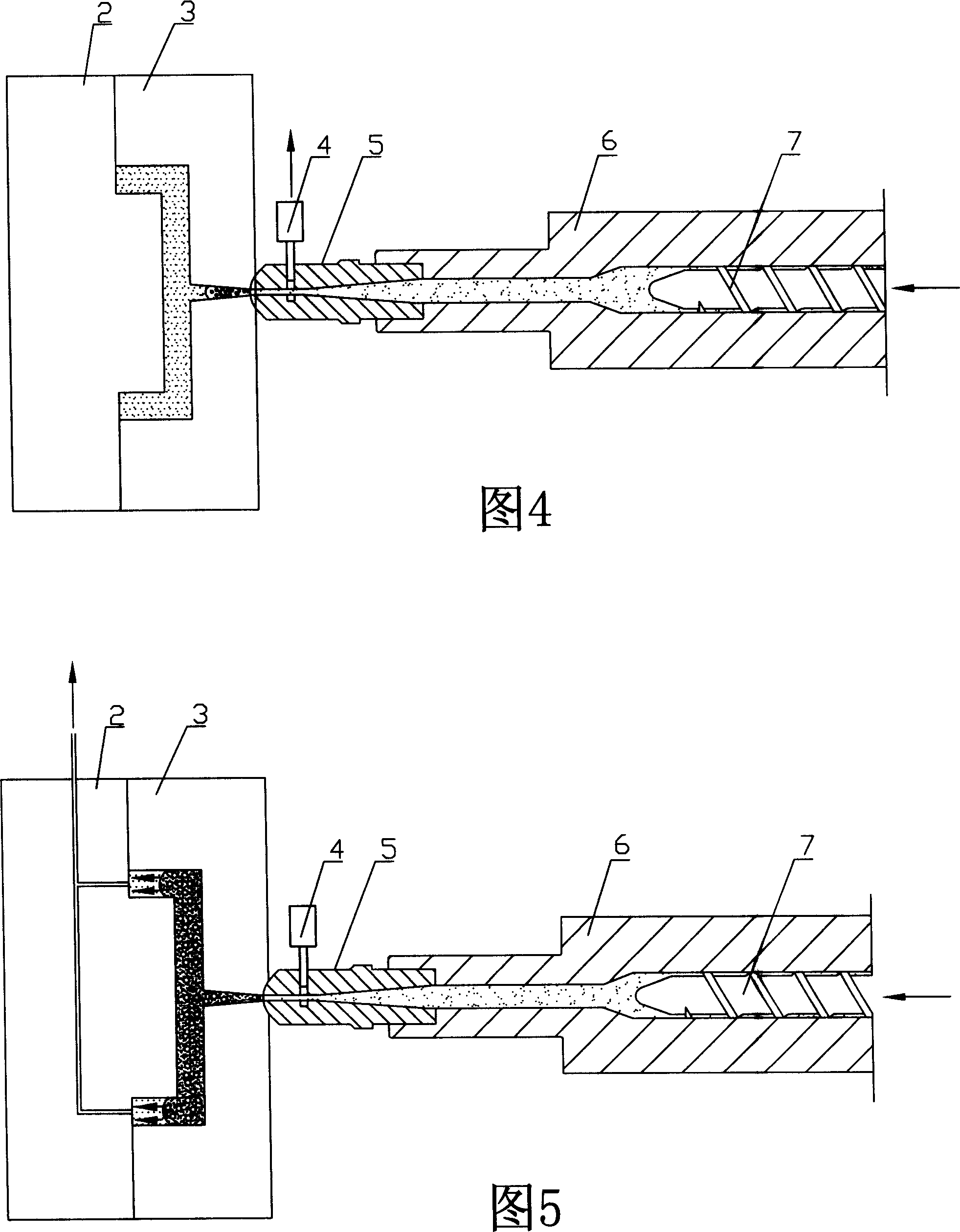
[0032] The related structure of the present invention mainly includes the following parts (or devices): gas storage and control system 1, moving mold 2, fixed mold 3, sealing device 4, nozzle 5, barrel 6, plasticizing screw 7, hopper 8, Barrel support seat 9, screw drive device 10, moving guide rod 11, plastic parts 12.
[0033] The chemical foaming high-speed injection molding method of the present invention is to inject a certain amount of gas into the sealed mold cavity, and the gas is formed in the mold cavity and maintains a stable pressure of 2 to 7Mpa. At the same time, the nozzle 5 The hole is sealed to prevent the molten material from flowing into the mold cavity; the plasticized molten materi...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More