

Technique for preparing hydrogen gas by hydrocarbons gases
A gas preparation and hydrocarbon gas technology, applied in hydrogen, chemical recovery, inorganic chemistry, etc., to achieve the effect of solving catalyst consumption and deactivation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0035] Using methane gas as raw material, the flow rate is 220ml / min;
[0036] Ni / Al 2 o 3 As a catalyst, the metal loading is 10-35%wt;
[0037] Three-stage fixed-bed cracking reactor with a temperature of 500°C;
[0038] The heat exchange unit after cracking adopts shell and tube heat exchanger;
[0039] No gas-solid separation equipment after cracking;
[0040] No hydrogen purification equipment;
[0041] The post-combustion heat exchange unit adopts a shell-and-tube heat exchanger;
[0042] The gas-solid separation equipment after combustion adopts cyclone separator;
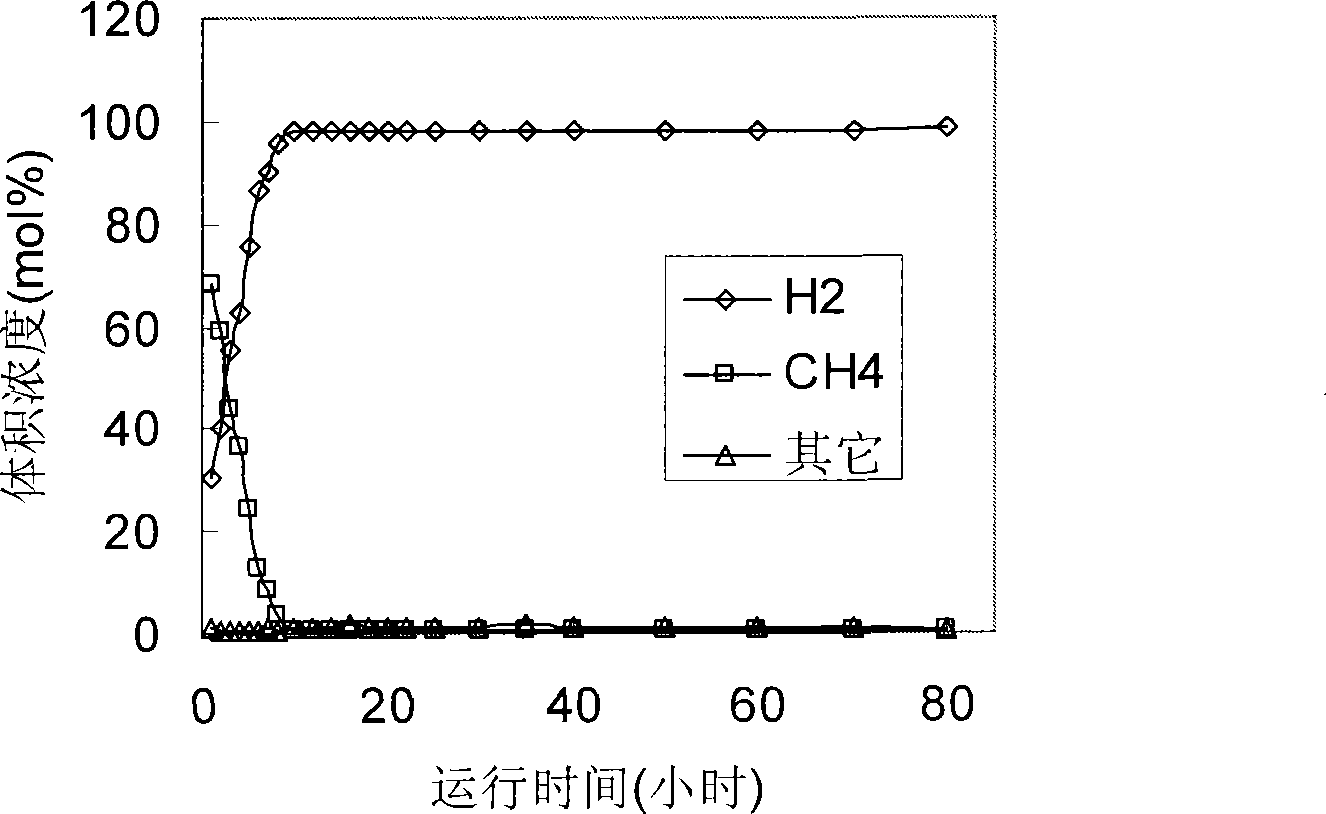
[0043] Experiment runs 80 hours, product gas composition and content measure with gas chromatography (AgilentN9608), the situation that the composition of product gas changes with time is as follows figure 1 As shown, it can be seen that once the system runs stably, the product gas composition is stable and the impurity content is very low.
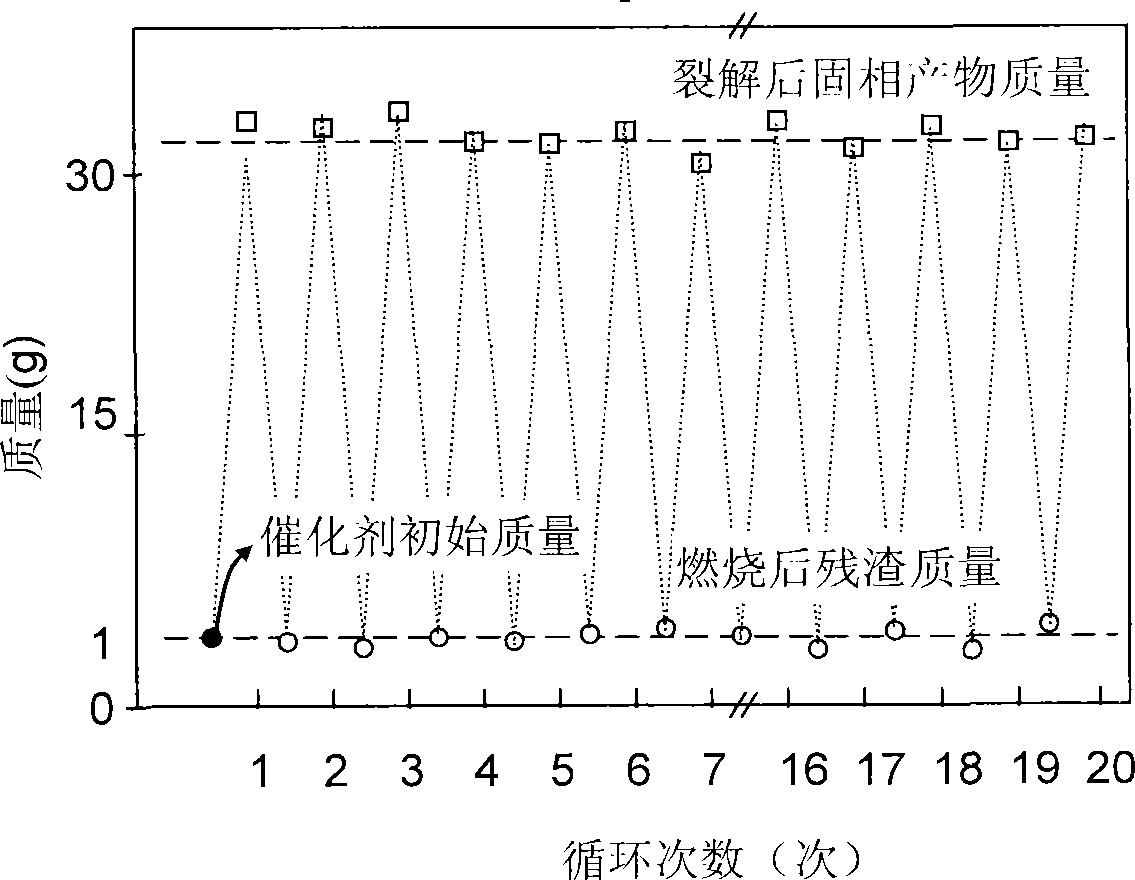
[0044] In order to verify the change of catalyst activity ...
Embodiment 2
[0047] The mixed gas of methane and hydrogen is used as the raw material, the flow rate is 350ml / min, and the volume content of hydrogen is 10%;
[0048] Fe / MgO is the catalyst, and the metal loading is 5-25%wt;
[0049] Three-stage fixed-bed pyrolysis reactor with a temperature of 650°C;
[0050] The heat exchange unit after cracking adopts shell and tube heat exchanger;
[0051] No gas-solid separation equipment after cracking;
[0052] No hydrogen purification equipment;
[0053] The post-combustion heat exchange unit adopts a shell-and-tube heat exchanger;
[0054] The gas-solid separation equipment after combustion adopts cyclone separator;
[0055] The experiment was run for 80 hours, and the gas chromatographic detection results were averaged after the stable operation, and the hydrogen-rich gas component obtained was H 2 : 99.6%, CH 4 : 0.2%, other 0.2%; no CO 2 Or CO is detected.
Embodiment 3
[0057] Using liquefied petroleum gas as raw material, the flow rate is 280ml / min;
[0058] Co / MgO is the catalyst, and the metal loading is 5-30%wt;
[0059] Three-stage fixed-bed pyrolysis reactor with a temperature of 660°C;
[0060] The heat exchange unit after cracking adopts shell and tube heat exchanger;
[0061] No gas-solid separation equipment after cracking;
[0062] No hydrogen purification equipment;
[0063] The post-combustion heat exchange unit adopts a shell-and-tube heat exchanger;
[0064] The gas-solid separation equipment after combustion adopts cyclone separator;
[0065] The experiment was run for 80 hours, and the gas chromatographic detection results were averaged after the stable operation, and the hydrogen-rich gas component obtained was H 2 : 99.2%, CH 4 : 0.1%, other 0.7%; no CO 2 Or CO is detected.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More