

Copper-aluminum joint pressure welding technique
A copper-aluminum joint and pressure welding technology, applied in welding equipment, manufacturing tools, non-electric welding equipment, etc., can solve the problems of copper-aluminum welding virtual welding, low production efficiency, and high production costs
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0024] It is a copper-aluminum joint pressure welding process, the steps are as follows:
[0025] ①Break the copper and aluminum tubes, remove the burrs, and pickle the surface of the copper tubes; the copper tubes are made of TP2 oxygen-free copper tubes, and the aluminum tubes are made of 1060 pure aluminum tubes or 3003 alloy aluminum tubes.
[0026] ② Welding:
[0027] a. Adjust the welding machine and the upper and lower clamping molds;
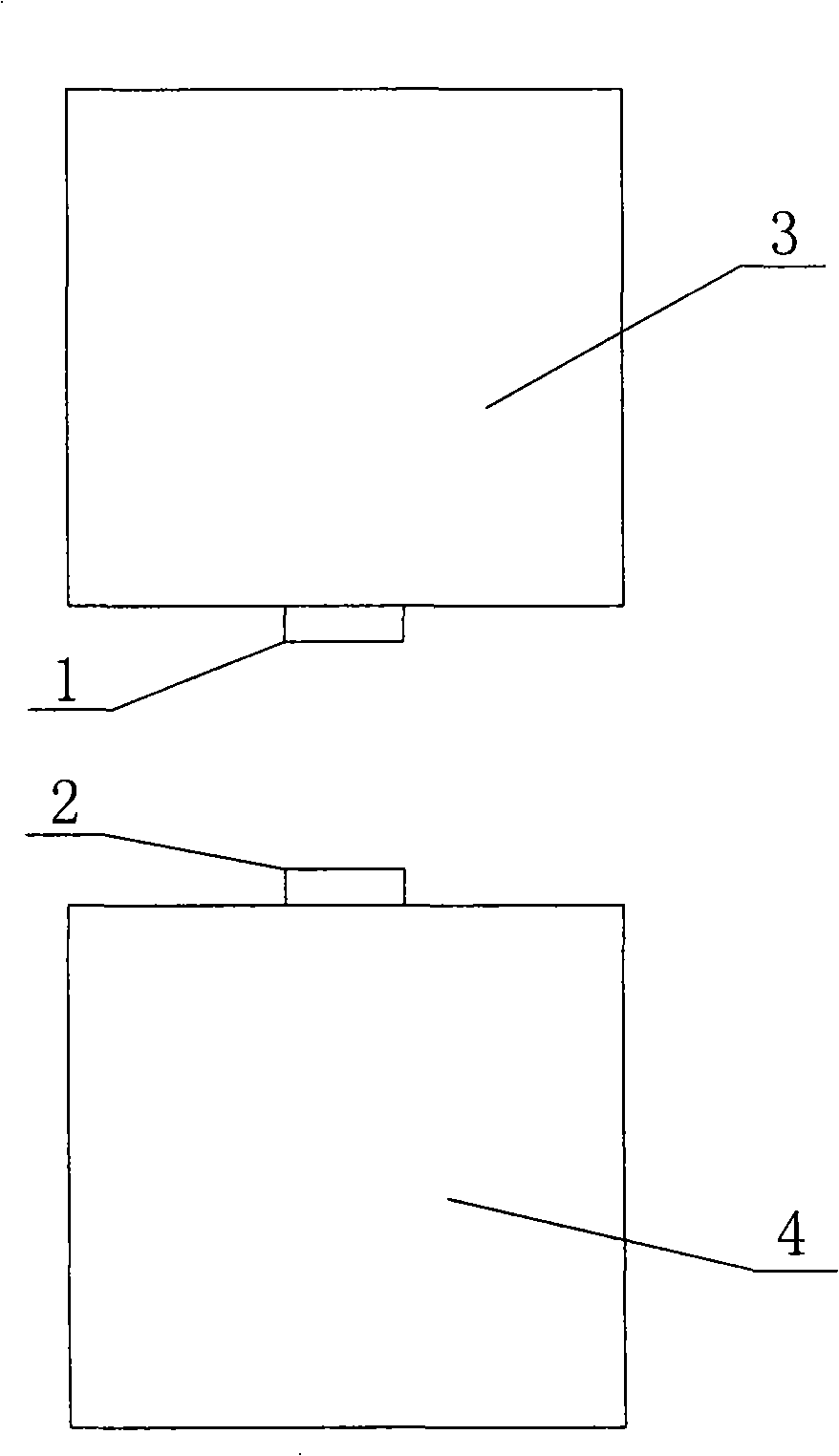
[0028] b. If figure 1 , 2 As shown, the copper tube 1 and the aluminum tube 2 are respectively clamped in the upper and lower clamping molds 3 and 4, and the two welded ports extend out of the clamping mold, and the surfaces of the ports are flat and connected, and the copper tube and the aluminum tube are Heat the welding end to about 420°C, and then apply an upsetting pressure of 0.8MPa to make the welding surface of the copper tube and the welding surface of the aluminum tube come into close contact, and produce radial plastic defo...
Embodiment 2
[0036] It is a copper-aluminum joint pressure welding process, the steps are as follows:
[0037] ①Break the copper and aluminum tubes, remove the burrs, and pickle the surface of the copper tubes; the copper tubes are made of TP2 oxygen-free copper tubes, and the aluminum tubes are made of 1060 pure aluminum tubes or 3003 alloy aluminum tubes.
[0038] ② Welding:
[0039] a. Adjust the welding machine and the upper and lower clamping molds;
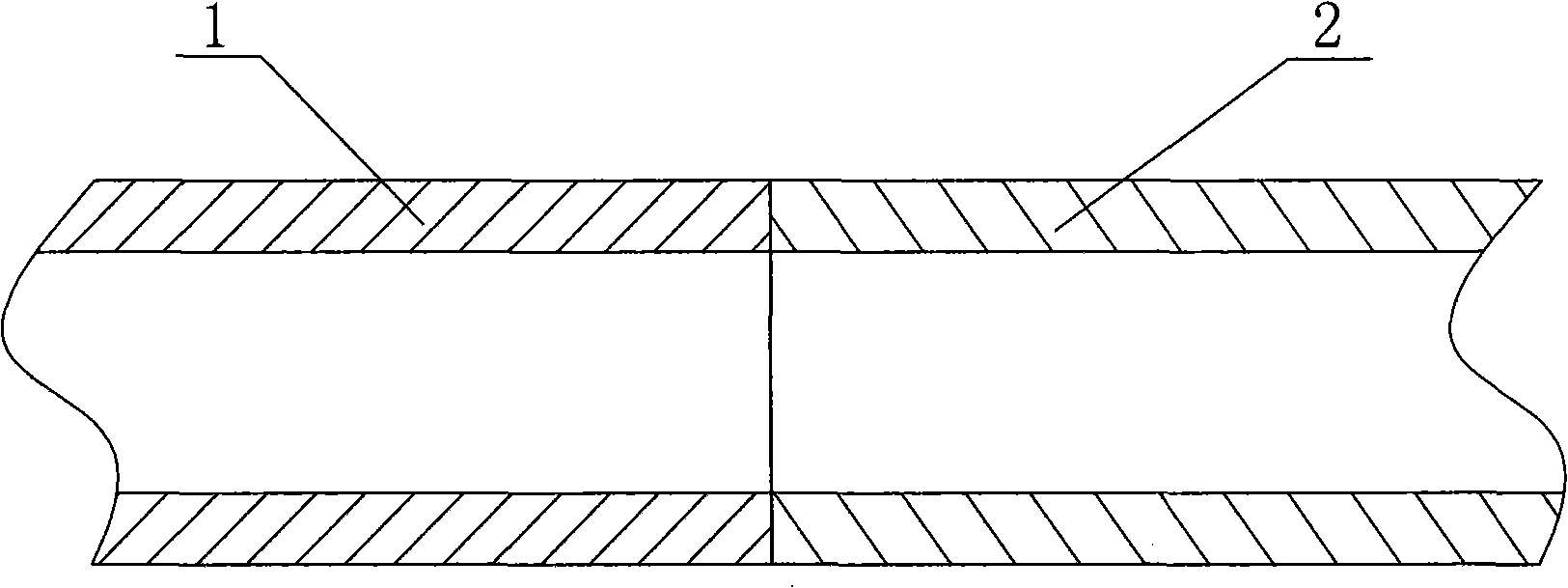
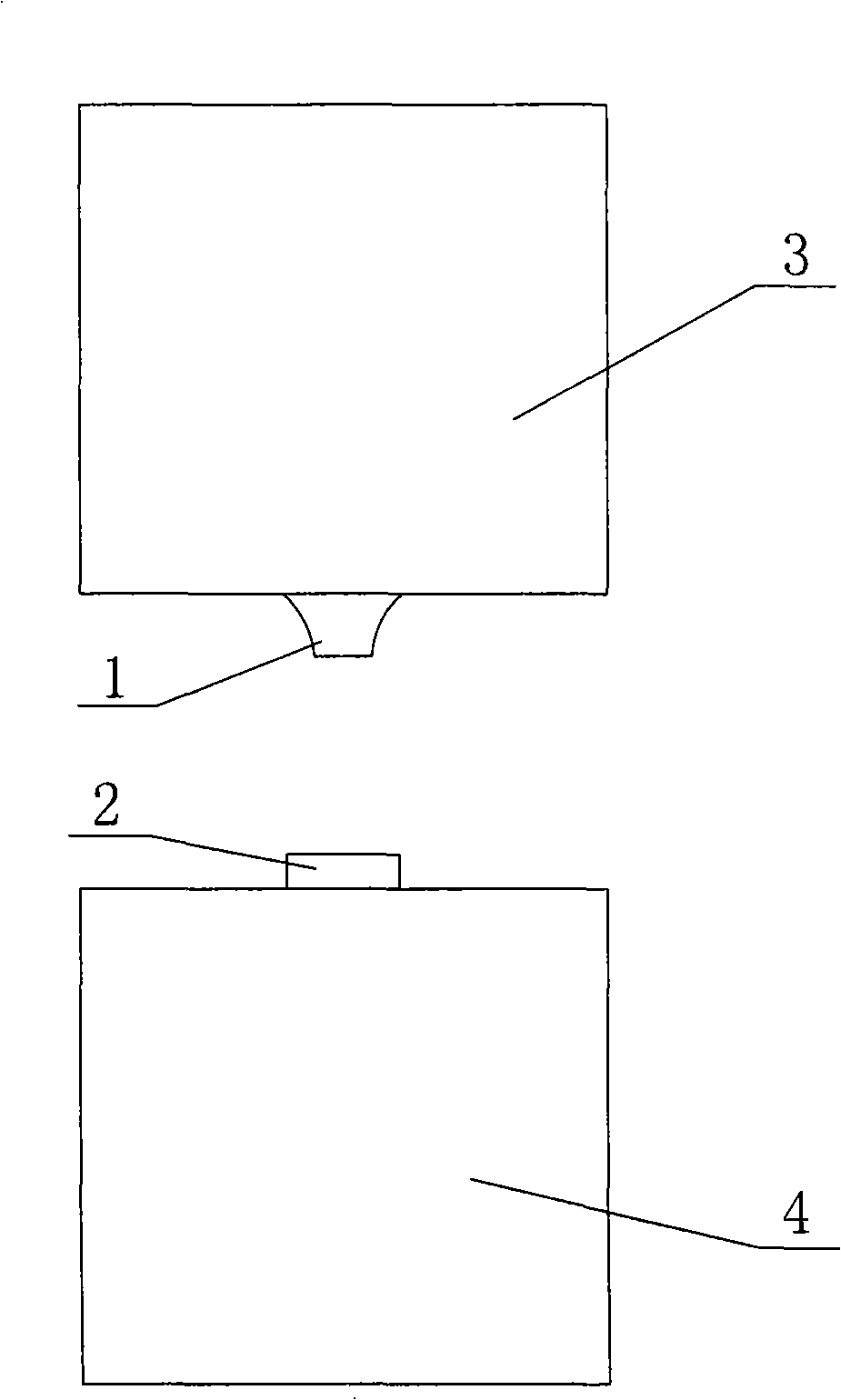
[0040] b. If image 3 , 4 As shown, the copper tube 1 and the aluminum tube 2 are respectively clamped in the upper and lower clamping molds 3 and 4, the two welded ports extend out of the clamping mold, and the ports of the copper and aluminum tubes are plugged and matched, and the copper tube and the aluminum tube are plugged together. The end of the tube to be welded is heated to about 540°C, and then an upsetting pressure of 0.4MPa is applied to make the welding surface of the copper tube and the welding surface of the aluminum tu...
Embodiment 3
[0048] It is a copper-aluminum joint pressure welding process, the steps are as follows:
[0049] ①Break the copper and aluminum tubes, remove the burrs, and pickle the surface of the copper tubes; the copper tubes are made of TP2 oxygen-free copper tubes, and the aluminum tubes are made of 1060 pure aluminum tubes or 3003 alloy aluminum tubes.
[0050] ② Welding:
[0051] a. Adjust the welding machine and the upper and lower clamping molds;
[0052] b. If figure 1 , 2 As shown, the copper tube 1 and the aluminum tube 2 are respectively clamped in the upper and lower clamping molds 3 and 4, and the two welded ports extend out of the clamping mold, and the surfaces of the ports are flat and connected, and the copper tube and the aluminum tube are After the welding end is heated to about 480°C, an upsetting pressure of 0.6 MPa is applied, so that the welding surface of the copper tube and the welding surface of the aluminum tube are in close contact, and the radial plastic de...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More