Heat engine plant A335P92 steel welding technique
A welding process and technology of thermal power plants, applied in welding equipment, arc welding equipment, manufacturing tools, etc., can solve problems such as infancy, early failure of type IV cracking, weld metal toughness lower than base metal, etc., to reduce resistance, Effect of improving thermal efficiency and economy
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
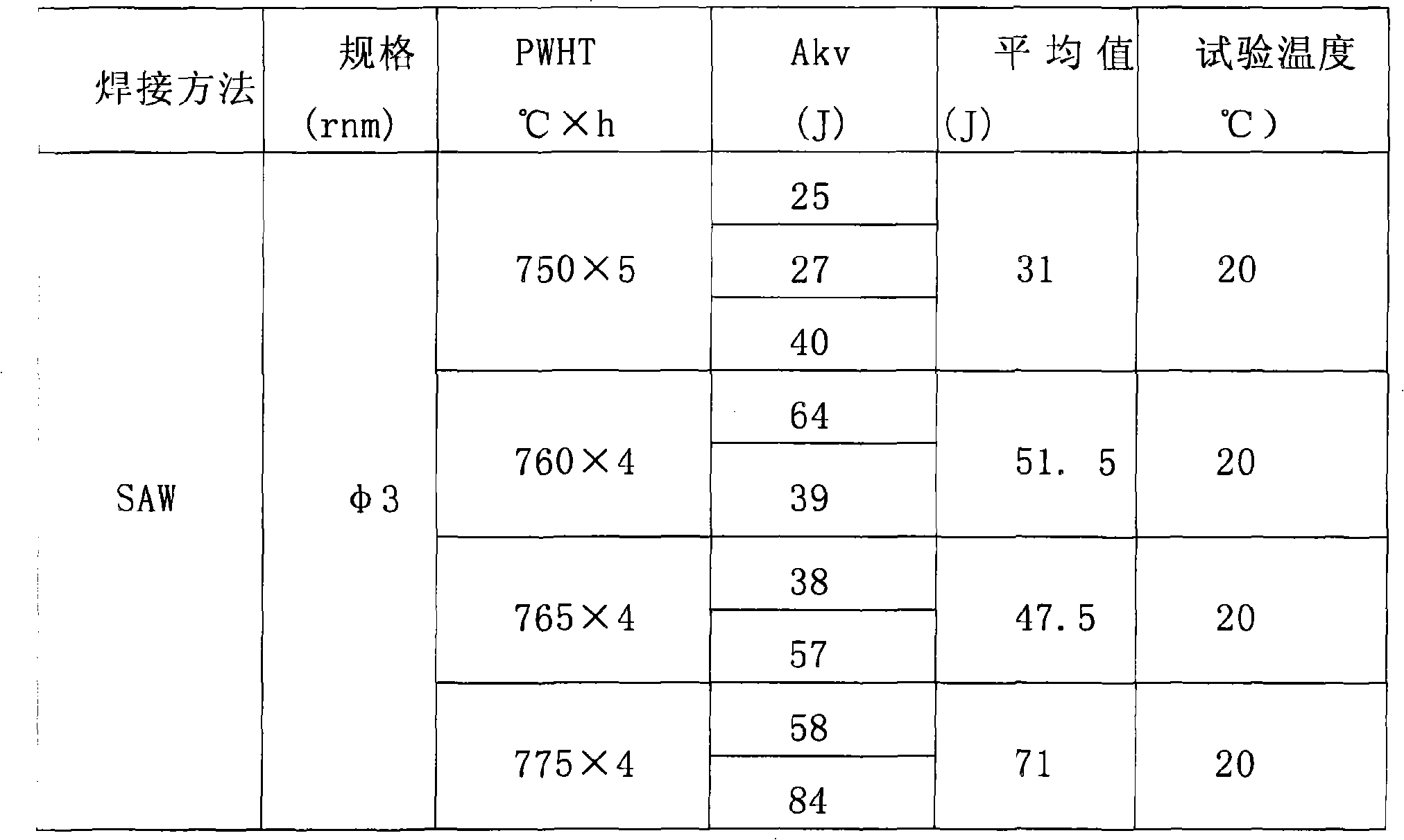
[0040] The welding methods used in the present invention include manual arc welding (SMAW), argon tungsten arc welding (GTAW) and automatic submerged arc welding (SAW). Through test comparison and welding procedure evaluation, welding materials are selected and welding procedures are formulated to ensure that the mechanical properties of welded joints meet the requirements, and the key point is to ensure that welded joints have high impact toughness and durable strength. Its process method comprises following process steps:
[0041] (1) Select and determine the welding materials applicable to the project
[0042] (2) Select the welding method
[0043] (3) Determine the welding process parameters
[0044] (4) Determine the post-weld heat treatment temperature and method
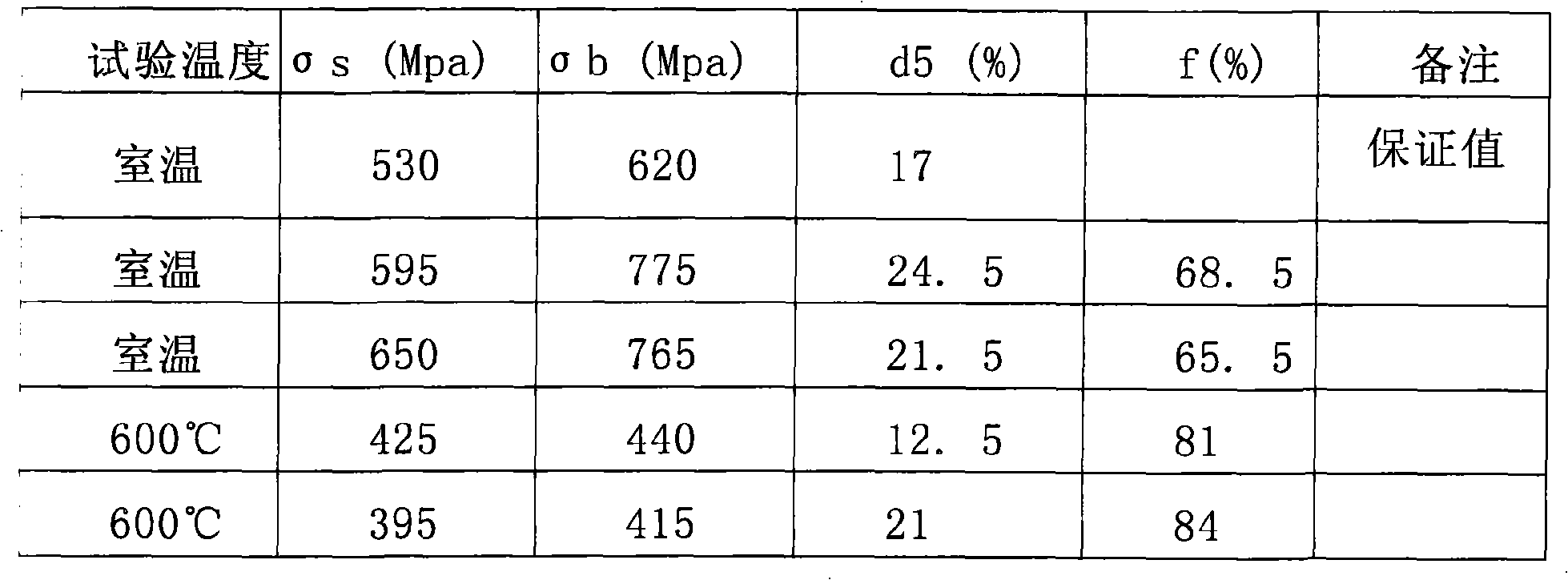
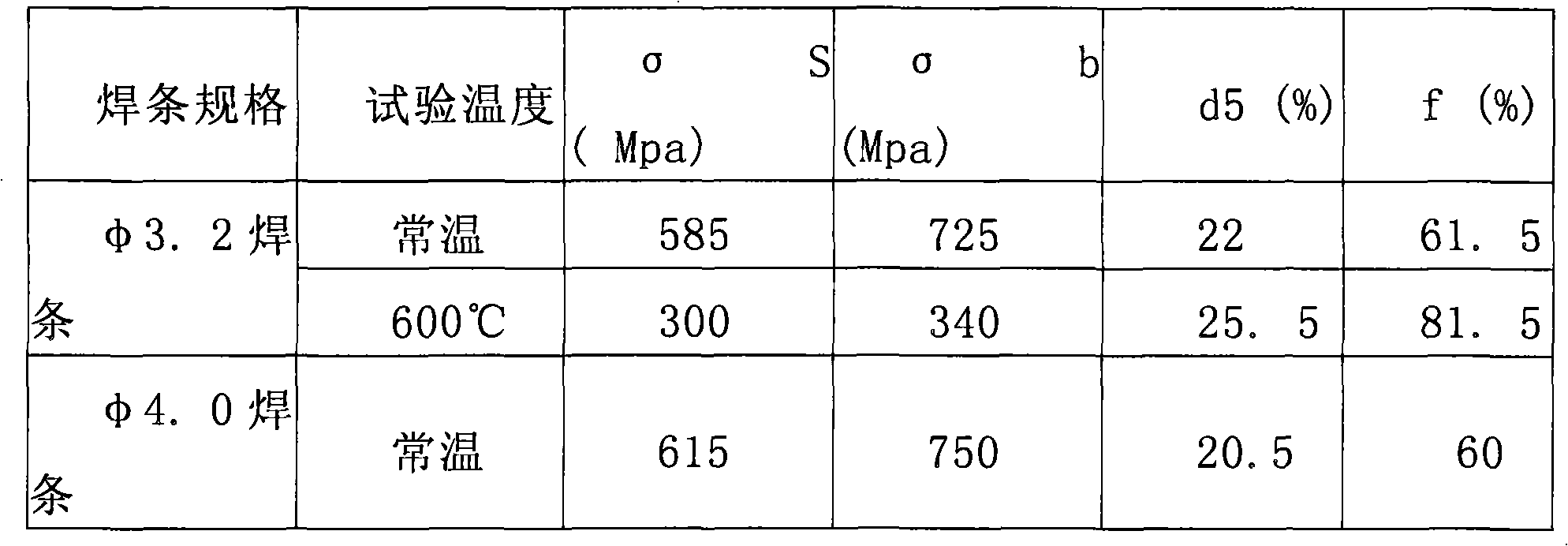
[0045] (5) Performance testing and analysis of weld seam and heat-affected zone
[0046] (6) Welding procedure qualification
PUM
| Property | Measurement | Unit |
|---|---|---|
| creep rupture strength | aaaaa | aaaaa |
| creep rupture strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com