

Brazing method of aluminum electromagnetic wire and brass
A technology of aluminum magnet wire and brazing method, which is applied in the direction of welding equipment, welding medium, welding/cutting medium/material, etc., can solve the problems of low tensile strength, difficult bending and forming, unfavorable winding of transformer coils, etc., to achieve Good high temperature resistance and good temperature change resistance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0014] The present invention will be further described below in conjunction with the accompanying drawings and embodiments.
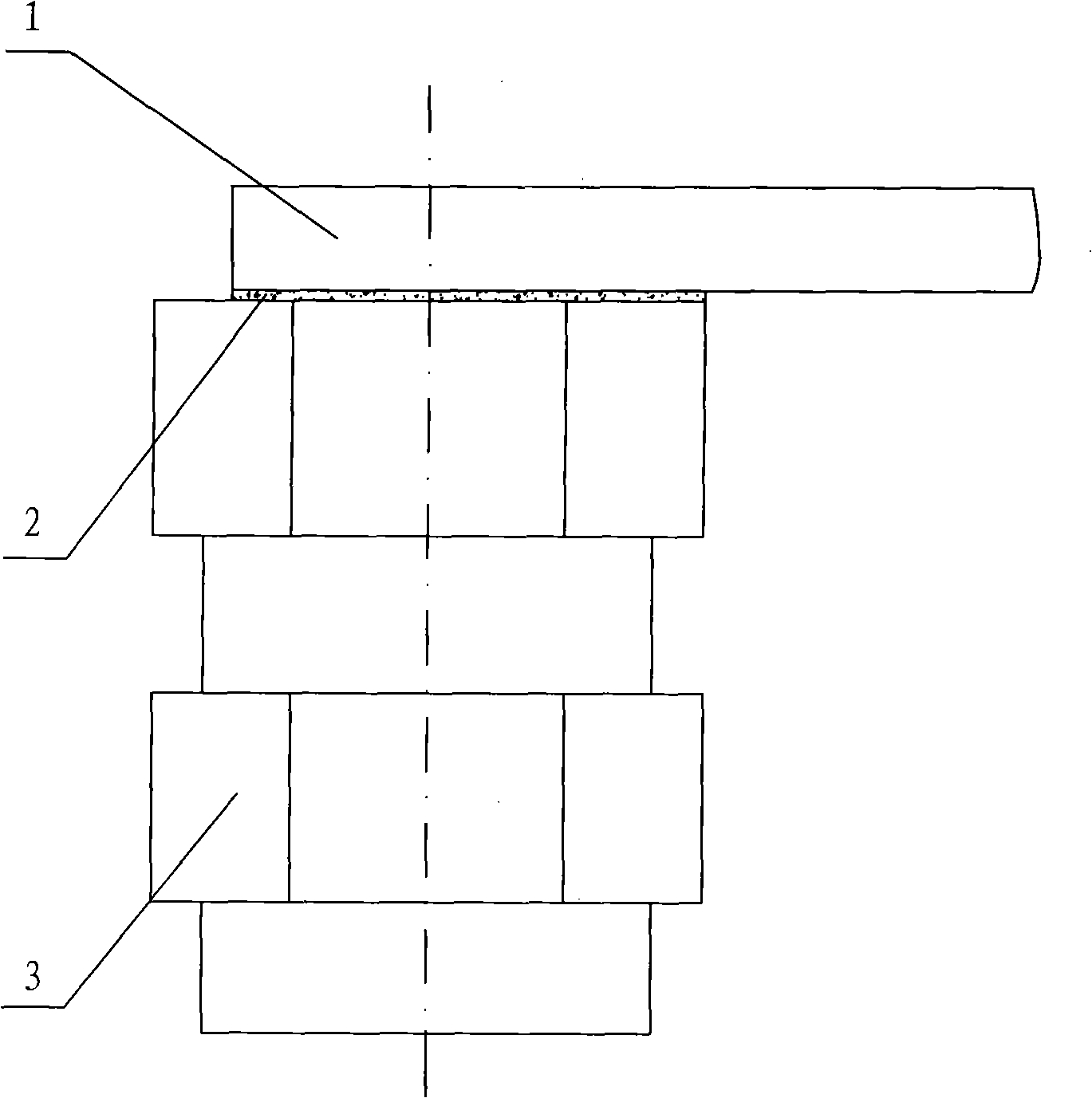
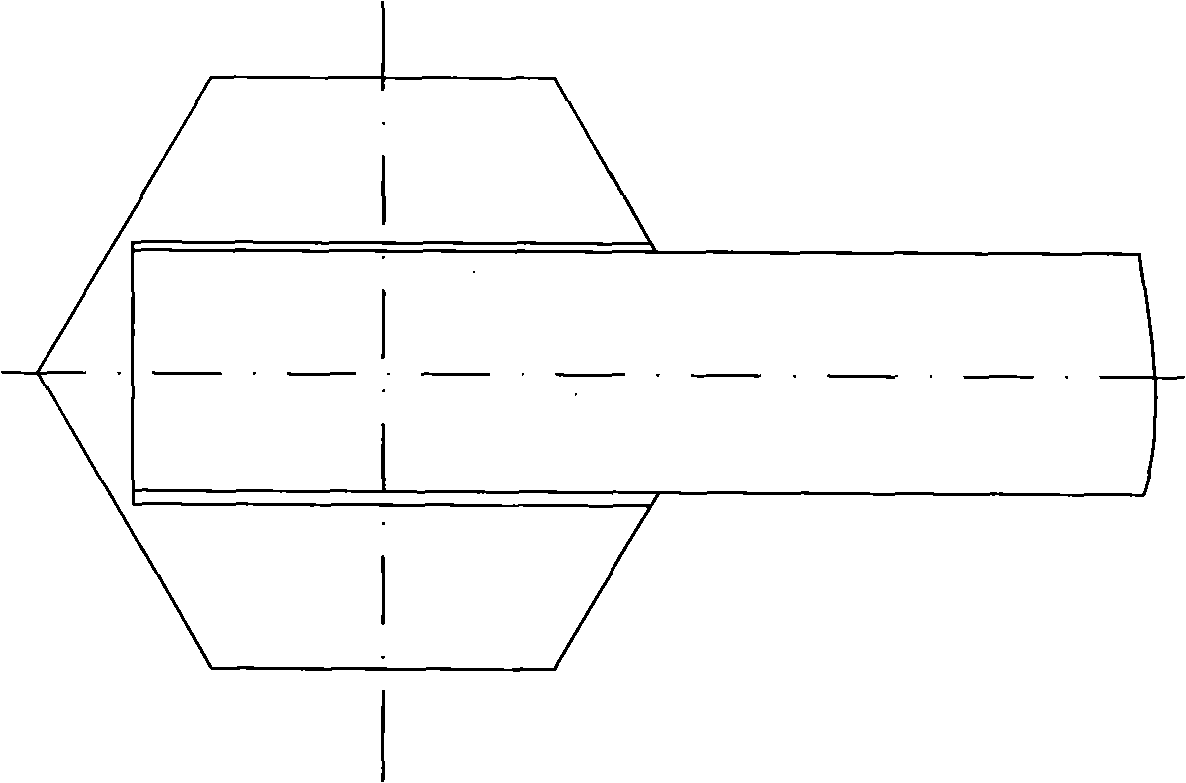
[0015] In the figure, 1 is an aluminum magnet wire, 2 is a welding seam, and 3 is a brass brass connector.
[0016] see Figure 1-2 , the brazing method of aluminum magnet wire and brass, before welding, the surface of the brass connector is electroplated or electroless nickel-plated to enhance the connection strength of the solder and the brass connector and to strengthen the aluminum-copper To improve the corrosion resistance of joints, use flux-cored Al-Si hard solder, the flux core is non-corrosive potassium fluoroaluminate flux, and use flame brazing to bond the aluminum magnet wire and the nickel-plated surface of the brass connector. Brazing.
[0017] The brass connectors go through the following processes in turn: neutral degreasing - ultrasonic degreasing - water washing - pickling - water washing - alkaline copper plating - water washing - a...
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More