

Centrifugal casting coating for cylinder liners and preparation method thereof
A centrifugal casting and cylinder liner technology, which is applied in casting molding equipment, coatings, casting molds, etc., can solve the problems of unfavorable cylinder liner blank conformal casting, unfavorable metallographic structure, thick coating thickness, etc., and achieve heat insulation performance Excellent, good metallographic structure, and the effect of reducing machining allowance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0030] Get the following raw material parts by weight:
[0031] Silica powder: 100
[0033] High alumina bauxite: 22
[0034] Sodium alkylbenzene sulfonate: 0.7
[0035] Water: 150,
[0036] Among them: the silica powder particle size of 150-180 mesh accounts for 30%, the particle size of 200-250 mesh accounts for 45%, and the particle size of 250-300 mesh accounts for 25%. The particle size of sodium bentonite and high alumina bauxite are both 200-350 mesh.
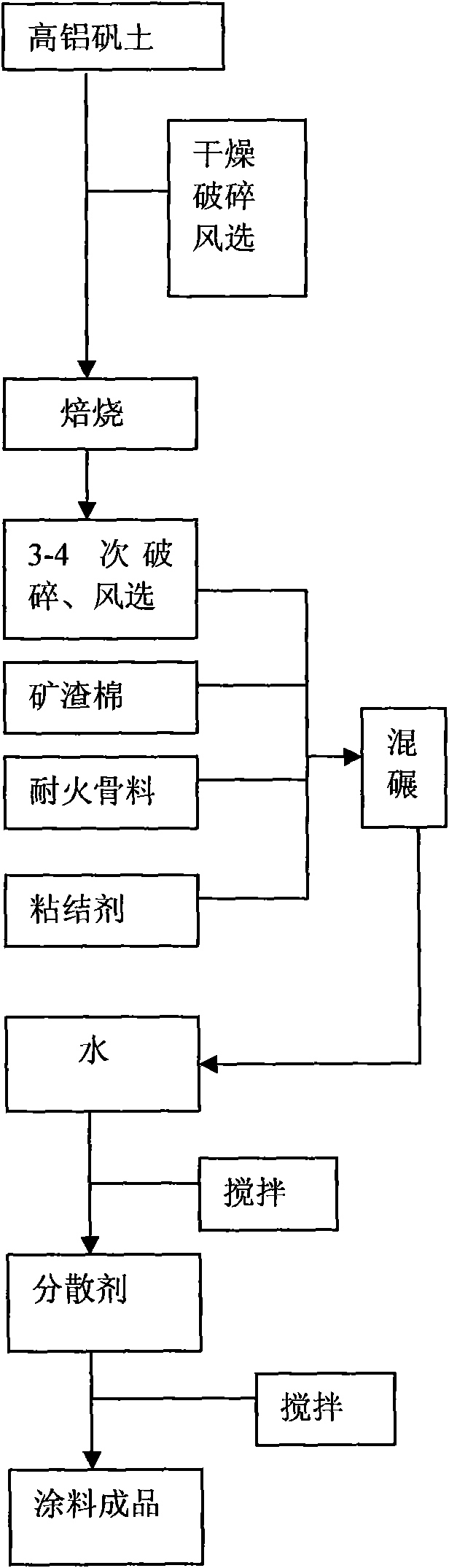
[0037] First dry the above-mentioned high-alumina bauxite at a temperature of 105±10°C, then pulverize it, and then carry out winnowing to remove impurities, then put it into a rotary kiln for roasting, the highest temperature for roasting is 1100°C, and then pulverize after roasting. Then carry out 3 to 4 air separation and classification to obtain high alumina bauxite powder with a particle size of 200-350 mesh.
[0038] Take 22 parts by weight of the prepared high-alumina bauxite as...
Embodiment 2
[0046] Get the following raw material parts by weight:
[0047] Silica powder: 100
[0048] Sodium bentonite: 16
[0049] High alumina bauxite: 25
[0050] Sodium stearate: 0.8
[0051] Water: 170,
[0052] Among them: the silica powder particle size of 150-180 mesh accounts for 30%, the particle size of 200-250 mesh accounts for 45%, and the particle size of 250-300 mesh accounts for 25%. The particle size of sodium bentonite and high alumina bauxite are both 200-350 mesh.
[0053] First dry the above-mentioned high-alumina bauxite at a temperature of 105±10°C, then pulverize it, and then carry out winnowing to remove impurities, then put it into a rotary kiln for roasting, the highest temperature for roasting is 1100°C, and then pulverize after roasting. Then carry out 3 to 4 air separation and classification to obtain high alumina bauxite powder with a particle size of 200-350 mesh.
[0054] Take 25 parts by weight of the prepared high-alumina bauxite as an insulating...
Embodiment 3
[0057] Get the following raw material parts by weight:
[0058] Silica powder: 100
[0059] Sodium bentonite: 20
[0060] High alumina bauxite: 30
[0061] Sodium stearate: 1.15
[0062] Water: 200,
[0063] Among them: the silica powder particle size of 150-180 mesh accounts for 30%, the particle size of 200-250 mesh accounts for 45%, and the particle size of 250-300 mesh accounts for 25%. The particle size of sodium bentonite and high alumina bauxite are both 200-350 mesh.
[0064] First dry the above-mentioned high-alumina bauxite at a temperature of 105±10°C, then pulverize it, and then carry out winnowing to remove impurities, then put it into a rotary kiln for roasting, the highest temperature for roasting is 1100°C, and then pulverize after roasting. Then carry out 3 to 4 air separation and classification to obtain high alumina bauxite powder with a particle size of 200-350 mesh.
[0065] Take 30 parts by weight of the prepared high-alumina bauxite as an insulatin...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Granularity | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More