

Welding method for welding vent pipe on oil filling pipe
A welding method and ventilation pipe technology, applied in welding equipment, high-frequency current welding equipment, metal processing equipment, etc., can solve the problems of high labor cost of materials, uneven brazing thickness, uneven welding surface, etc., and achieve material and Low labor cost, good welding stability and smooth welding surface
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
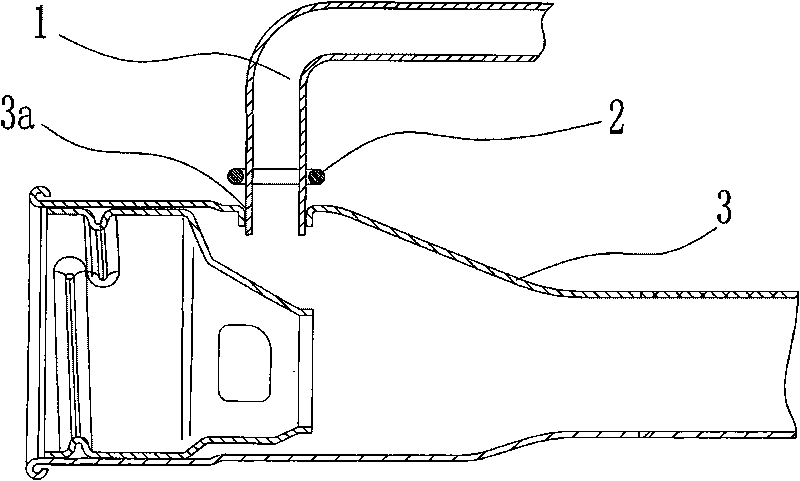
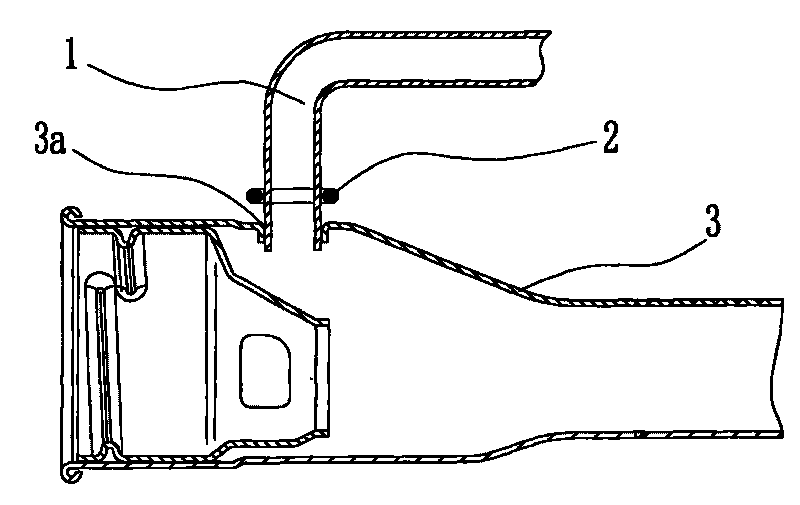
[0034] As shown in the figure, a welding method for welding a vent pipe on a fuel filler pipe includes the following steps:
[0035] a. Select the metal welding ring 2 that is compatible with the vent pipe 1 and set it on the periphery of the welding place of the vent pipe 1;
[0036] b. Select a high-frequency welding machine, and put the refueling pipe 3 on the bench fixture of the high-frequency welding machine, which is used to connect the connecting hole 3a of the refueling pipe 3, and the connecting hole 3a is placed upward;
[0037] c. Put the vent pipe 1 equipped with the metal welding ring 2 into the connecting hole 3a of the fueling pipe 3, and the connecting part of the venting pipe 1 and the fueling pipe 3 is perpendicular to the connecting hole 3a;
[0038] d. Fix the vent pipe 1, and make the metal welding ring 2 cover the top of the connecting hole 3a;
[0039] e. The high-frequency welding head of the high-frequency welding machine is surrounded by the periphe...
Embodiment 2
[0045] The weight percentage of silver in the above-mentioned metal welding ring 2 is 20%, and the weight percentage of copper is 80%. The remaining parts are the same as those in Embodiment 1, and will not be repeated here. However, it is worth noting that due to the change of the ratio of silver to copper, the melting point of the metal welding ring 2 has changed. Therefore, when setting the parameters, it should be adjusted according to the size of the welding seam.
Embodiment 3
[0047] The weight percentage of silver in the above-mentioned metal welding ring 2 is 30%, and the weight percentage of copper is 70%. The remaining parts are the same as those in Embodiment 1, and will not be repeated here. However, it is worth noting that due to the change of the ratio of silver to copper, the melting point of the metal welding ring 2 has changed. Therefore, when setting the parameters, it should be adjusted according to the size of the welding seam.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More