

Submerged-arc welding process of stainless steel composite steel plate
A composite steel plate, welding process technology, applied in welding equipment, arc welding equipment, welding/welding/cutting items, etc., can solve problems such as low production efficiency, reduce labor intensity, reduce production costs, and improve labor conditions.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0017] The present invention will be further described below in conjunction with the accompanying drawings and embodiments.
[0018] Technology of the present invention is:
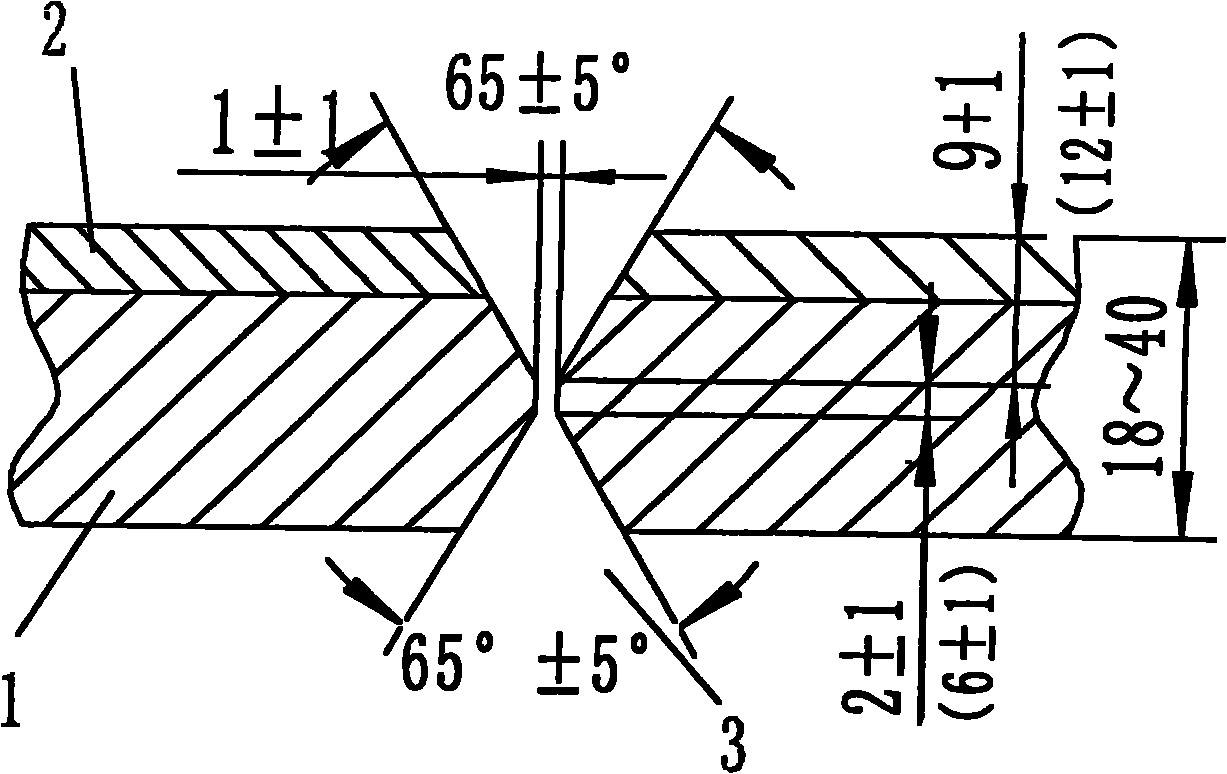
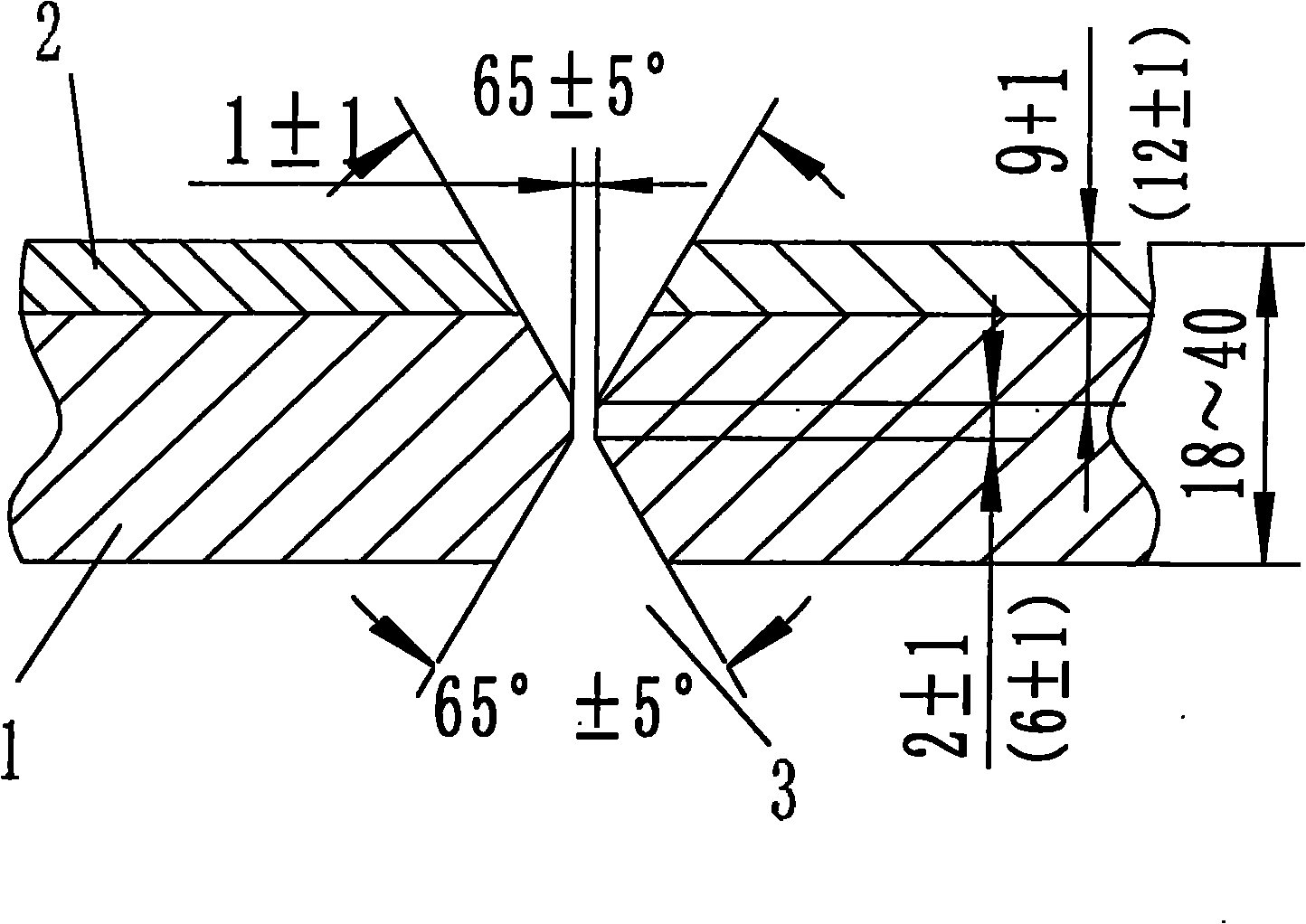
[0019] 1) Groove 3 is processed, and the welded end of the stainless steel clad steel plate 1 to be welded is processed into groove 3; groove 3 is suitable for flat plate butt joints, longitudinal and circular seams of cylinders. The width of the middle part of the groove is 2±1mm or 6±1mm, the angle between the grooves of two opposite stainless steel composite steel plates is 65°±5°, the gap between the two opposite stainless steel composite steel plate grooves is 1±1mm, and the distance between the grooves and the stainless steel composite steel plates The surface distance of the composite layer of the steel plate is 9±1mm or 12±1mm, and the thickness of the stainless steel composite steel plate is 18-40mm. See figure 1 .
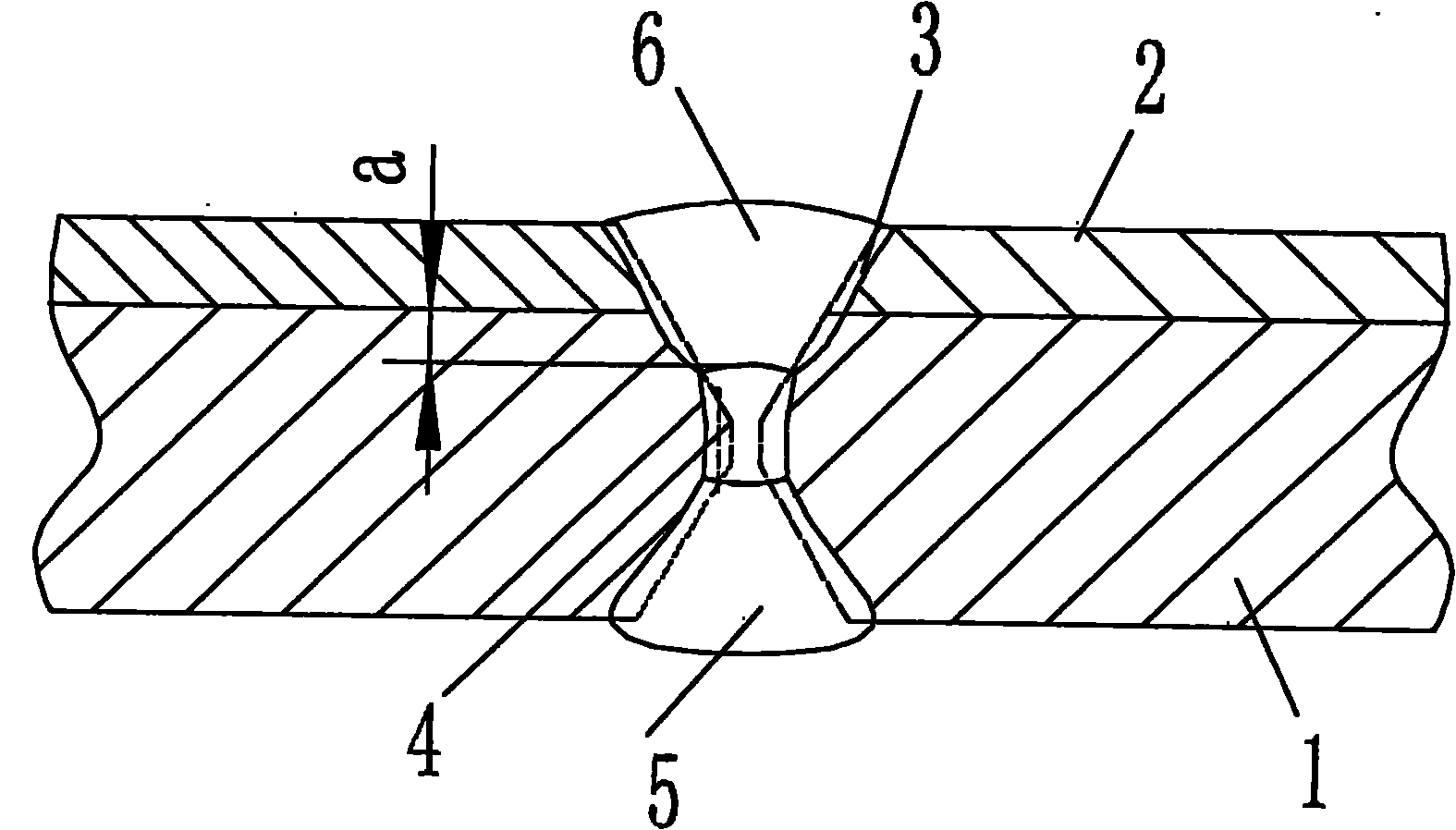
[0020] 2) Take the weld bead in the middle of the groove 3 as the base-level ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More