

Method for manufacturing high carbon steel wheel
A manufacturing method and high-carbon steel technology, which is applied in the manufacture of tools, furnaces, heat treatment equipment, etc., can solve the problems of adverse effects on safety performance, reduced crack growth resistance inside the wheel, and decreased impact toughness, etc., to achieve prolonged and effective dehydrogenation The effects of time, increasing difficulty, and increasing impact energy at room temperature
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0038] The technical process and technical parameters of the high carbon steel wheel manufacturing method are:
[0039] Heating the C-Mn high-carbon steel wheel billet with the composition shown in Table 1 to 1270°C to 1290°C according to the conventional process;
[0040] High-carbon steel wheel workpieces are made by conventional high-temperature forging and rolling;
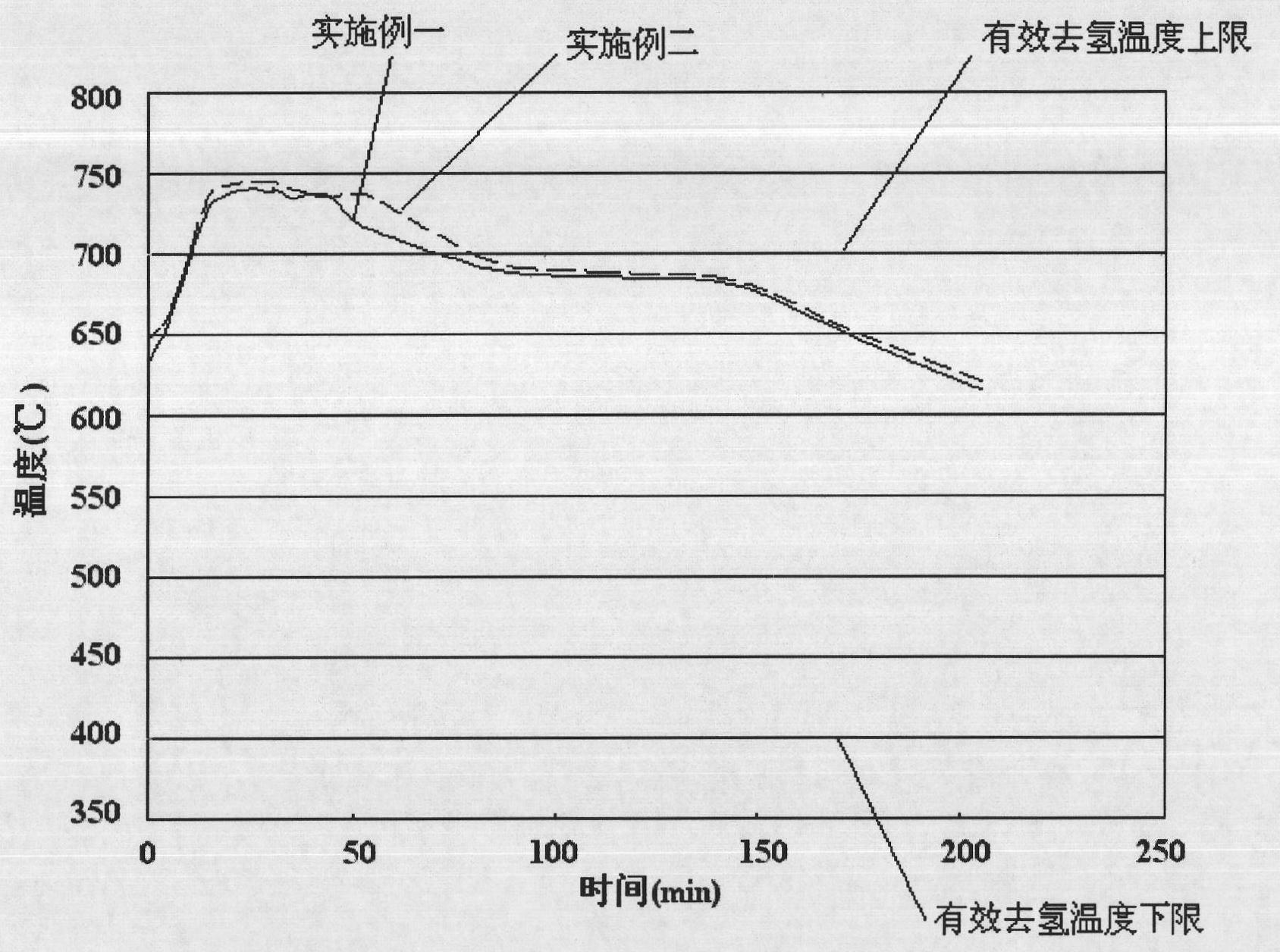
[0041] Air-cool the workpiece to a certain temperature range below point A1, and the infrared thermometer detects that the surface temperature of the wheel rim is 632°C, indicating that the wheel body has completed pearlite transformation;
[0042] Put the high-carbon steel wheel workpiece into the isothermal furnace and heat it to 730°C-750°C for 30 minutes to make the wheel rim undergo partial austenite transformation;
[0043] Cool the high-carbon steel wheel workpiece furnace to 600℃~630℃, so that the pearlite transformation of the wheel rim occurs at a higher temperature, and the temperature change of th...
Embodiment 2
[0052] The technical process and technical parameters of the high carbon steel wheel manufacturing method are:
[0053] Heating the C-Mn high-carbon steel wheel billet with the composition shown in Table 1 to 1270°C to 1290°C according to the conventional process;
[0054] Then through conventional high-temperature forging and rolling into high-carbon steel wheel workpiece;
[0055] Air-cool the workpiece to a certain temperature range below point A1, and the infrared thermometer detects that the surface temperature of the wheel rim is 647°C, indicating that the wheel body has completed pearlite transformation;
[0056] Then put the high-carbon steel wheel workpiece into the isothermal furnace and heat it to 730°C-750°C for 40 minutes to make the wheel rim undergo partial austenite transformation;
[0057] Then the high-carbon steel wheel workpiece furnace was cooled to 600 ℃ ~ 630 ℃, so that the pearlite transformation of the rim of the wheel occurred at a higher temperature...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More