

Q345B protected flaw detection steel plate and production method thereof
A production method and technology for steel plates, applied in the direction of improving process efficiency, etc., can solve the problems of long production cycle of inspection steel plates and inability to complete contract performance in time.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
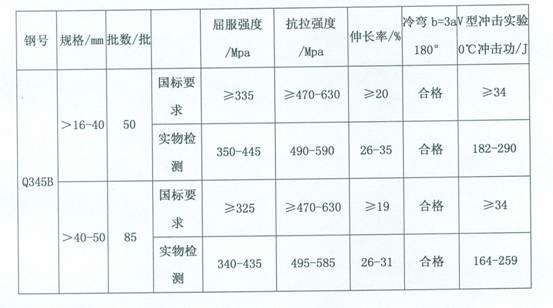
[0015] The low-alloy series structural steel Q345B steel plate with a thickness of 50mm or less in the present invention contains the following chemical composition in mass percentage (unit, wt%):
[0016] C: ≤0.18, Si: ≤0.45, Mn: ≤1.40, P: ≤0.018, S: ≤0.005, Ti: ≤0.020, Als: ≤0.015, others are Fe and residual elements.
[0017] Carbon equivalent [Ceq=C+Mn / 6+(Cr+Mo+V) / 5+(Ni+Cu) / 15]: ≤0.42.
[0018] The production method adopted in the present invention includes: molten iron pretreatment, converter smelting, LF refining, continuous steel casting, billet hot delivery to rolling mill, billet heating, rolling, controlled cooling, stacking and slow cooling; in the refining step, molten steel Refining uses a large amount of slag to make slag, and the retention time of white slag is controlled at more than 10 minutes; Ti is used for microalloying during the refining process; after the continuous casting step, the billet is hot sent to the rolling mill for rolling.
[0019] 1. Proce...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More