

Thermomechanical treatment method for obtaining high-strength and high-toughness magnesium alloy
A deformation heat treatment and magnesium alloy technology, applied in the field of artificial aging treatment to prepare high-strength, high-toughness magnesium alloys, and deformation heat treatment fields, can solve the problems of affecting the processing ability, poor room temperature plasticity, reduced ductility of magnesium alloys, etc., to improve the strength and equipment. Requires simple, ductile effects
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
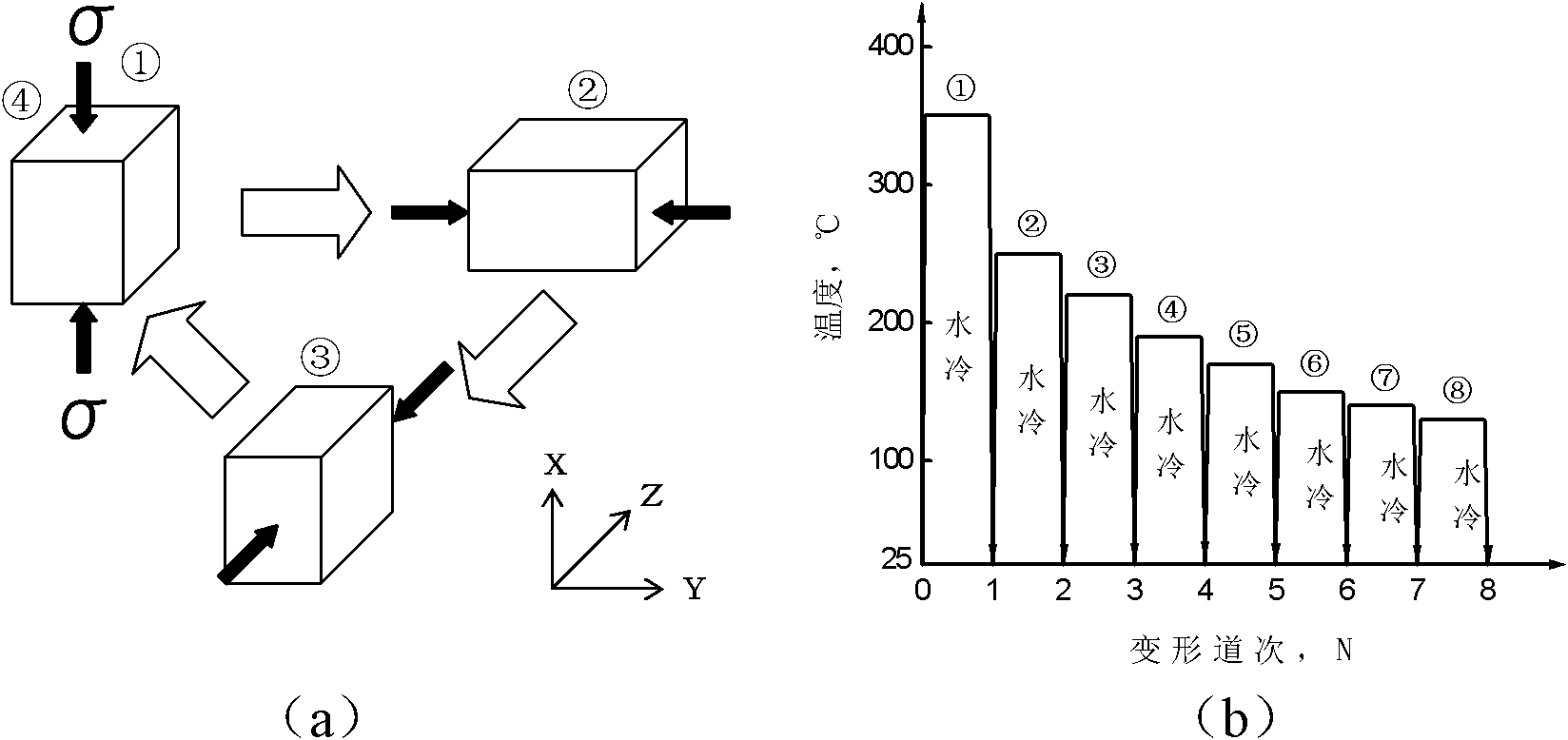
[0043] Cut the AZ91 magnesium alloy ingot into rectangular blocks, place it in the furnace, heat it to 400°C for 12 hours, and then quench it with water. After holding it at 380°C for 8 minutes, place the test piece on the lower flat anvil of the hydraulic press, with the X axis as the The compression shaft undergoes compression deformation with a strain rate of 10 -3 the s -1 ; When the true strain in the X direction reaches 0.4, stop the compression and take out the test piece for water quenching, then keep it warm at 260°C for 8 minutes, rotate the test piece 90 degrees, take the Y axis as the compression axis, and compress again. When the true strain reaches 0.4, stop the compression and take out the specimen for water quenching, then keep it warm at 240°C for 8 minutes, rotate the specimen by 90 degrees, and compress again with the Z axis as the compression axis. When the true strain in the Z direction reaches 0.4, stop the compression and take out the specimen for water...
Embodiment 2
[0045] Cut AZ61 magnesium alloy extruded rods into rectangular blocks, heat them in the furnace to 450°C for 2 hours, then water quench and cool them. The axis is the compression axis for compression deformation, and the strain rate is 10 -3 the s -1 ; When the true strain in the X direction reaches 1, stop the compression and take out the specimen for water quenching, then keep it warm at 250°C for 8 minutes, rotate the specimen by 90 degrees, take the Y axis as the compression axis, and compress again. When the true strain in the Y direction reaches 1, stop the compression and take out the specimen for water quenching, then keep it warm at 220°C for 8 minutes, rotate the specimen 90 degrees, and compress it again with the Z axis as the compression axis. When the true strain in the Z direction reaches 1, stop the compression and take out the specimen for water quenching, then keep it warm at 190°C for 8 minutes, rotate the specimen 90 degrees, and take the X axis as the comp...
Embodiment 3
[0047] Cut AZ61 magnesium alloy extruded rods into rectangular blocks, place them in a furnace, heat them to 460°C for 1.5 hours, then water quench and cool them. The axis is the compression axis for compression deformation, and the strain rate is 10 -2 the s -1 ; When the true strain in the X direction reaches 0.8, stop the compression and take out the specimen for water quenching, then keep it warm at 250°C for 8 minutes, rotate the specimen 90 degrees, and compress it again with the Y axis as the compression axis. When the true strain in the Y direction reaches 0.8, stop the compression and take out the specimen for water quenching, then keep it warm at 220°C for 8 minutes, rotate the specimen by 90 degrees, take the Z axis as the compression axis, and compress again. When the true strain in the Z direction reaches 0.8, stop the compression and take out the specimen for water quenching, then keep it warm at 190°C for 8 minutes, rotate the specimen 90 degrees, and take the ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More