

Powder metallurgy method of Ti-6Al-4V alloy
A ti-6al-4v, powder metallurgy technology, applied in the field of powder metallurgy titanium, can solve the problems of restricting large-scale use, difficult processing, high cost of titanium alloys, etc., and achieve the effects of efficient and stable production, improved density, and excellent performance.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
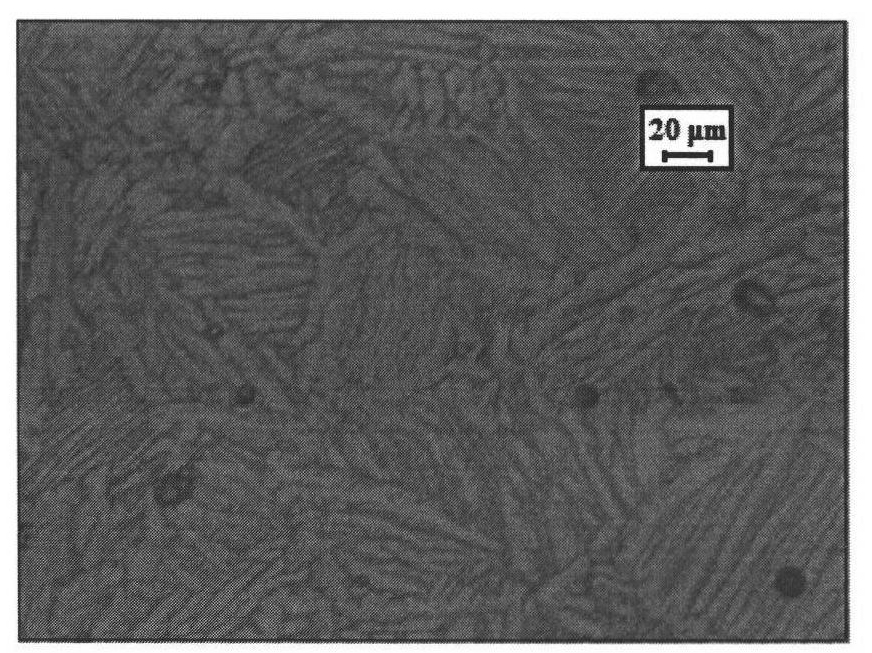
[0014] Lubricate the inner walls of the mold with an ethanol solution of zinc stearate. The -100 mesh Ti-6Al-4V alloy powder prepared by hydrogenation dehydrogenation method is used as raw material, and the ratio of impact energy to powder loading is 1065J: 9.65g. The powder is filled into the mold cavity, and after pre-pressing and exhausting, press green body. The green body was placed in a high vacuum sintering furnace, and sintered at 1250°C for 3 hours at a heating rate of 3°C / min, with a vacuum degree of 1×10 -3 ~1×10 -4 Pa. The powder metallurgy Ti-6Al-4V alloy was obtained with furnace cooling. The density measured by drainage method is 95.1%, the hardness HV is 261, and the compressive strength is 1600MPa.
Embodiment 2
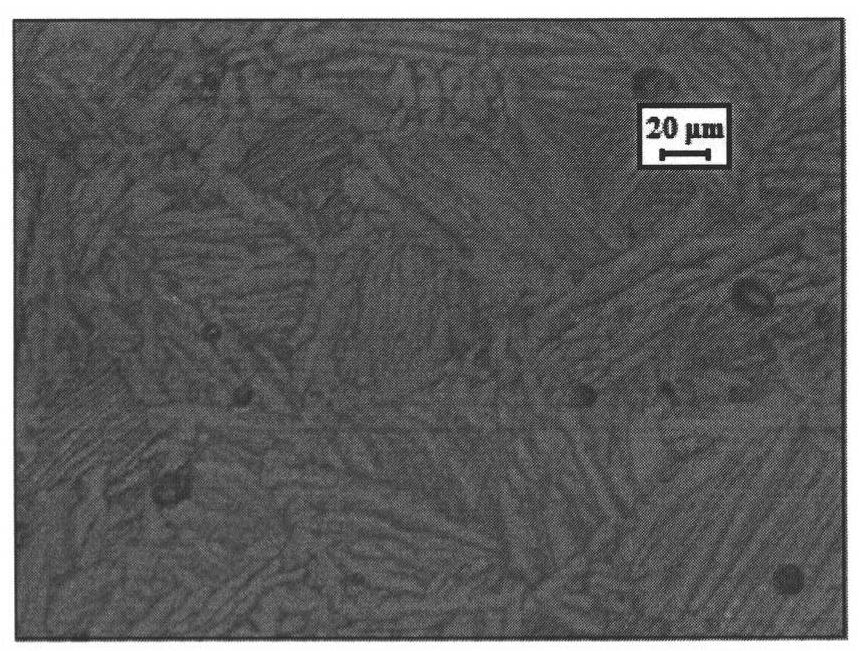
[0016] Lubricate the inner walls of the mold with an ethanol solution of zinc stearate. The -200 mesh Ti-6Al-4V alloy powder prepared by hydrogenation dehydrogenation method is used as the raw material, and the ratio of impact energy to powder loading is 913J: 8.43g. green body. The green body was placed in a high vacuum sintering furnace, and sintered at 1250°C for 3 hours at a heating rate of 3°C / min, with a vacuum degree of 1×10 -3 ~1×10 -4 Pa. After cooling with the furnace, the powder metallurgy Ti-6Al-4V alloy is obtained. The density measured by drainage method is 96.0%, the hardness HV is 302, and the compressive strength is 1890MPa.
Embodiment 3
[0018] Lubricate the inner walls of the mold with an ethanol solution of zinc stearate. The -300 mesh Ti-6Al-4V alloy powder prepared by hydrogenation dehydrogenation method is used as the raw material, and the ratio of impact energy to powder loading is 304J: 7.43g. green body. The green body was placed in a high vacuum sintering furnace, and sintered at 1250°C for 3 hours at a heating rate of 3°C / min, with a vacuum degree of 1×10 -3 ~1×10 -4 Pa. After cooling with the furnace, the powder metallurgy Ti-6Al-4V alloy is obtained. The density measured by drainage method is 95.8%, the hardness HV is 291, and the compressive strength is 1880MPa.
PUM
| Property | Measurement | Unit |
|---|---|---|
| Compressive strength | aaaaa | aaaaa |
| Compressive strength | aaaaa | aaaaa |
| Compressive strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More