

Production method of cluster-shaped fiber thermoplastic composite sheet material
A technology of composite sheet and production method, applied in the direction of layered products, textiles and papermaking, non-woven fabrics, etc., to achieve the effect of improving orientation and web structure, increasing strength and quality, and superior tensile and bending mechanical properties
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
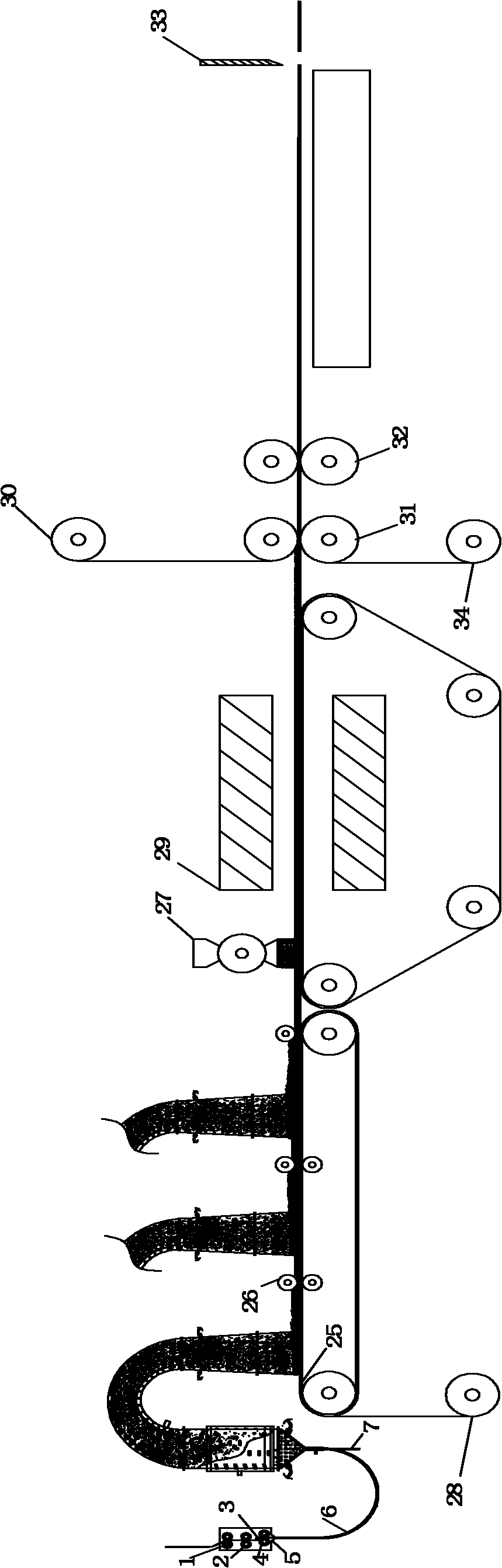
Method used
Image

Examples
Embodiment 1
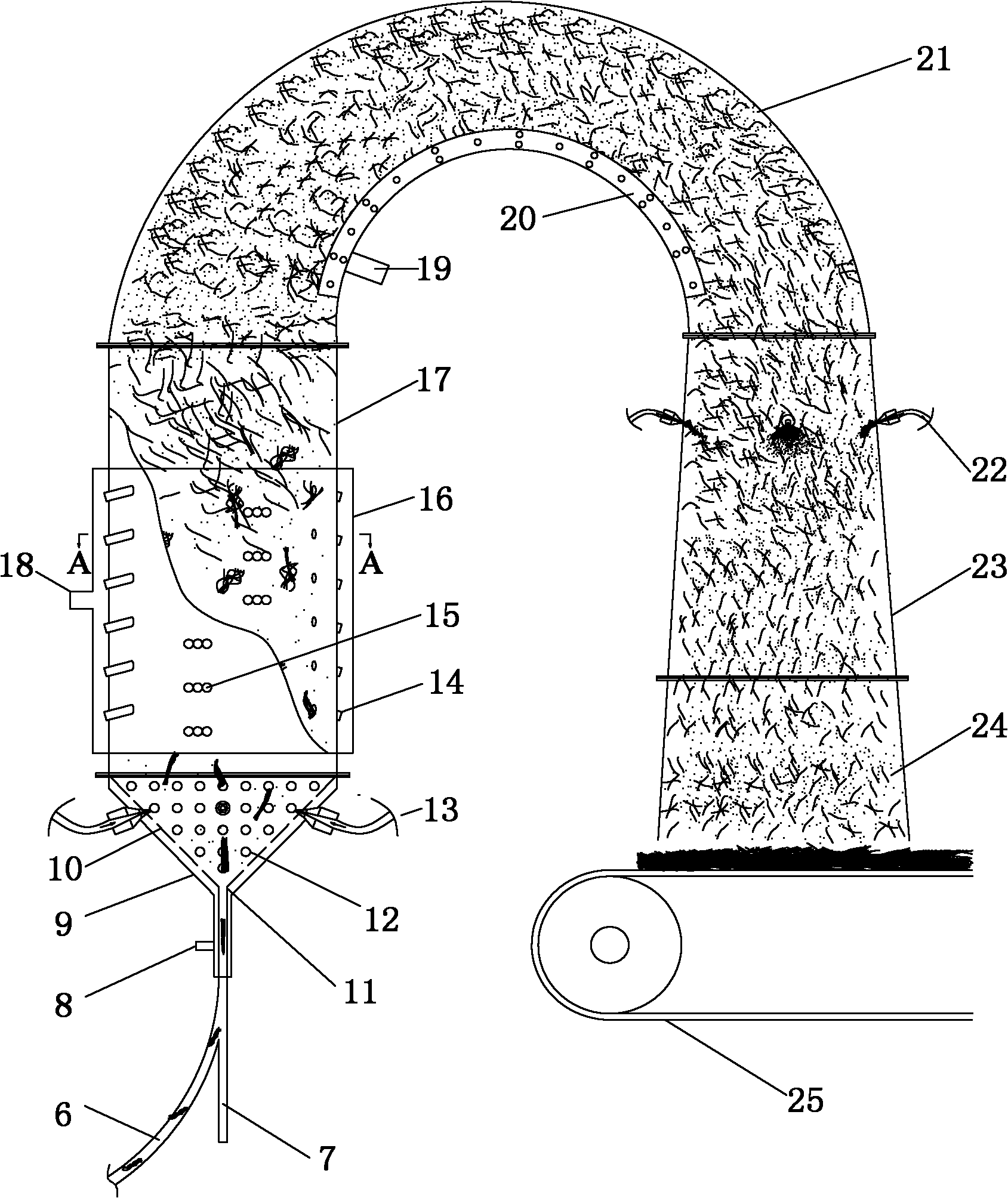
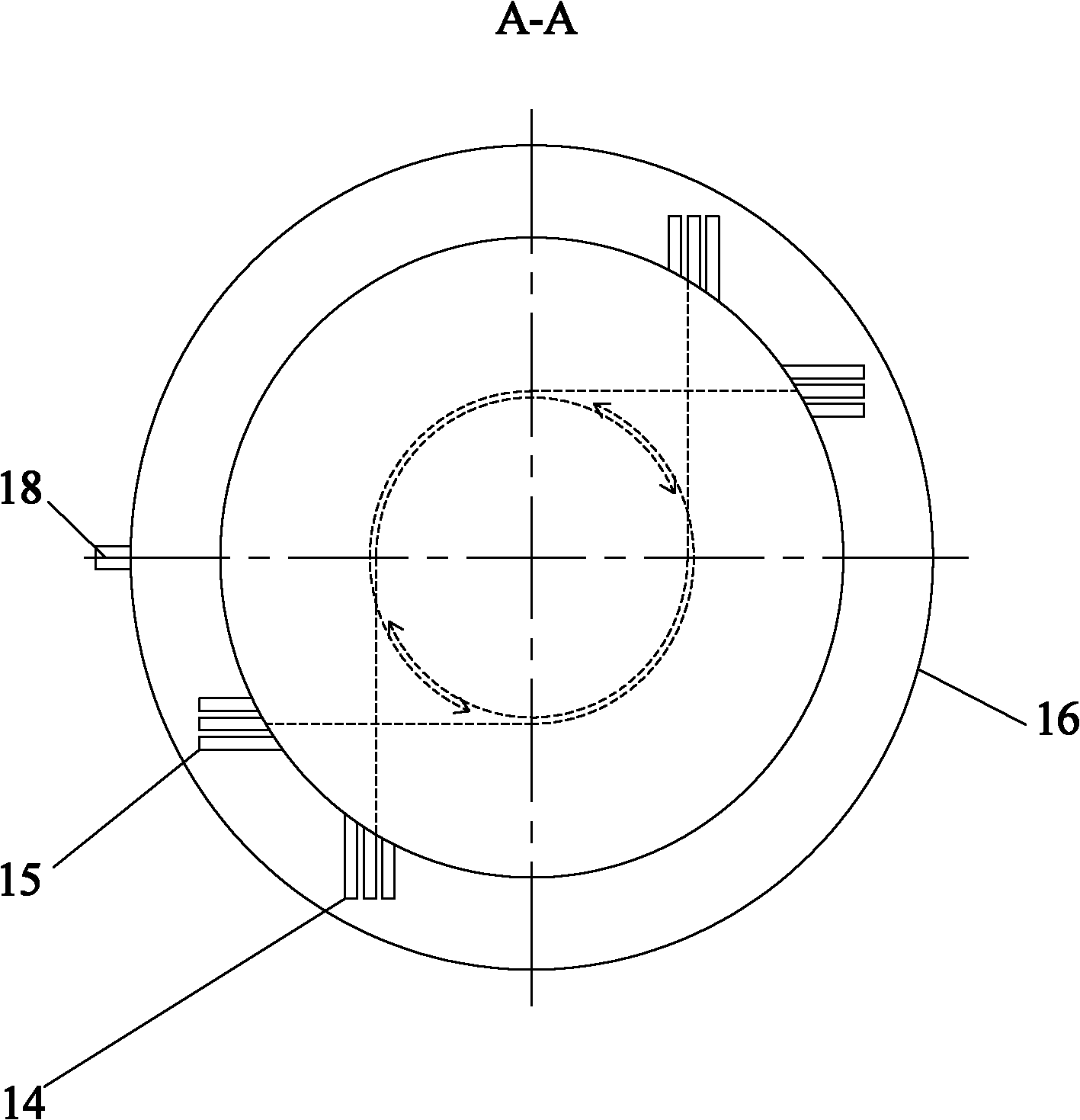
[0053] The diameter of the pneumatic dispersing and mixing chamber 17 is 800mm, the diameter of the conveying pipeline 6 is Φ20mm, the diameter of the rising dispersed airflow nozzle 12 is Φ15mm, the diameters of the clockwise side stirring and cutting airflow nozzle 14 and the counterclockwise side stirring and cutting airflow nozzle 15 are equal. It is Φ10mm.
[0054] Raw materials: E-glass fiber 2400tex (twisted roving, density 2.35g / cm3 , diameter 13μm), the shear length of glass fiber bundles is 50-75mm, 145#PP powder (density 0.91g / cm 3 , 80 mesh), the rubber surface adopts PP film 55g / m 2 , the non-woven fabric is made of spunlace non-woven fabric with PE rubber surface 100g / m 2 (of which PE film 45g / m 2 , PET spunlace non-woven fabric 55g / m 2 ).
[0055] The velocity of the glass fiber conveying airflow is 4m / s, the velocity of the ascending dispersed airflow is 3m / s, and the velocity of the lateral stirring and cutting airflow is 2.0m / s.
[0056] The uniform base...
Embodiment 2
[0058] The diameter of the pneumatic dispersing and mixing chamber 17 is 600mm, the diameter of the conveying pipeline 6 is Φ18mm, the diameter of the rising dispersed airflow nozzle 12 is Φ15mm, the diameters of the clockwise side stirring and cutting airflow nozzle 14 and the counterclockwise side stirring and cutting airflow nozzle 15 are equal. It is Φ10mm.
[0059] Raw materials: E-glass fiber 2400tex (twisted roving, density 2.35g / cm 3 , diameter 13μm), the shear length of glass fiber bundles is 50-75mm, 145#PP powder (density 0.91g / cm 3 , 80 mesh), polyethylene (PE) powder (density 0.95g / cm 3 , 60 mesh), the rubber surface adopts PP film 55g / m 2 , the non-woven fabric adopts needle-punched non-woven fabric 80g / m 2 .
[0060] The velocity of the glass fiber conveying airflow is 5m / s, the velocity of the ascending dispersed airflow is 4m / s, and the velocity of the lateral stirring and cutting airflow is 3m / s.
[0061] The uniform base mat made of disordered and three...
Embodiment 3
[0063] The diameter of the pneumatic dispersing and mixing chamber 17 is 500mm, the diameter of the glass fiber conveying pipe is Φ25mm, the diameter of the rising dispersed airflow nozzle 12 is Φ15mm, the clockwise side stirring and cutting airflow nozzle 14 and the counterclockwise side stirring and cutting airflow nozzle 15 The diameters are Φ8mm.
[0064] Raw materials: E-glass fiber 2400tex (twisted roving, density 2.35g / cm 3 , diameter 13μm), the cut length of glass fiber bundles is 70-75mm, 145#PP powder (density 0.91g / cm 3 , 80 mesh), polyethylene (PE) powder (density 0.95g / cm 3 , 60 mesh), the rubber surface adopts PP film 55g / m 2 , the non-woven fabric adopts needle-punched non-woven fabric 80g / m 2 .
[0065] The velocity of the glass fiber conveying airflow is 3.5m / s, the velocity of the ascending dispersed airflow is 3m / s, and the velocity of the lateral stirring and cutting airflow is 2.5m / s.
[0066] The uniform base mat made of disordered and three-dimensio...
PUM
| Property | Measurement | Unit |
|---|---|---|
| length | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
| angle | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More