

Arc tube and method of manufacturing same
A manufacturing method and technology for light-emitting tubes, which are applied in the manufacture of discharge tubes/lamps, cold cathodes, electrode systems, etc., can solve the problems of unstable electrode position, shortened life, and increased gap between electrodes and thin tubes. Achieving the effect of color fluctuation, improved life characteristics, and reduced color fluctuation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
no. 1 Embodiment
[0143] The state of occurrence of cracks and the amount of leakage of the light-emitting part of the light-emitting tubes produced by the manufacturing methods of Examples 1 and 2 and Comparative Example 1 were measured. Furthermore, fluctuations in the position of the tip of the first electrode (fluctuation in the distance from the ceramic wall surface to the position of the tip of the first electrode) were confirmed.
Embodiment 1
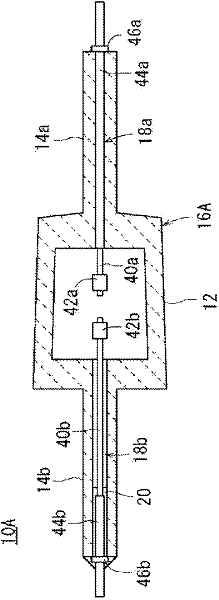
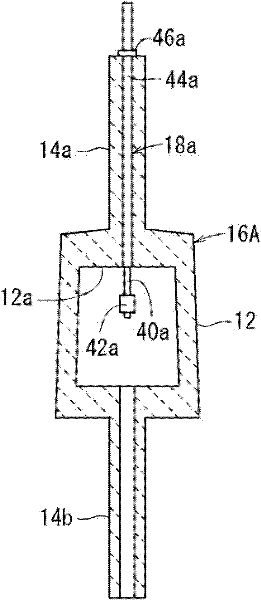
[0145] according to image 3 The first fabrication method shown produces a figure 1 10 light emitting tubes are shown (the first light emitting tube 10A). In this case, the inner diameter of the first narrow tube 14a of the first ceramic tube 16A was 0.5 mm, and the inner diameter of the second thin tube 12b was 0.8 mm. First, prepare the first ceramic molded body 22a and the second ceramic molded body 22b as follows (refer to Figure 4A as well as Figure 4B ) forming slurry. That is, 100 parts by weight of alumina powder and 0.025 parts by weight of magnesium oxide were mixed as a raw material powder, 30 parts by weight of polybasic acid ester was mixed as a dispersion medium, 4 parts by weight of MDI resin was mixed as a gelling agent, and 2 parts by weight of a dispersant was mixed. As a catalyst, 0.2 parts by weight of triethylamine was mixed to form a molding slurry.
[0146] After pouring the molding slurry into the first casting mold and the second casting mold ma...
Embodiment 2
[0150] according to Figure 7 The second fabrication method shown produces a Figure 5 Ten sintered bodies are shown (second ceramic tube 16B). In this case, too, the inner diameter of the first narrow tube 14a is made smaller than the inner diameter of the second thin tube 14b.
[0151] First, ten first ceramic molded bodies 22a and second ceramic molded bodies 22b were produced in the same manner as in Example 1 above (see Figure 4A as well as Figure 4B ).
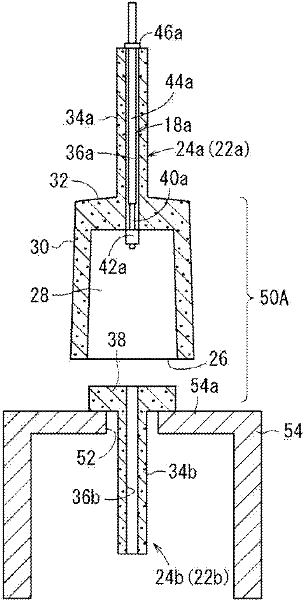
[0152] Thereafter, the first ceramic molded body 22a produced as described above was calcined at a temperature of 1200°C in the atmosphere to produce the first ceramic calcined body 24a, and the second ceramic molded body 22b was fired at a temperature of 1000°C in the atmosphere. The second ceramic calcined body 24b is produced by performing calcining at 0°C. Thereafter, use Figure 6A The jig 54 sequentially assembles the first ceramic pre-fired body 24a, the first electrode 18a and the second ceramic pre-fired...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More