Inflaming retarding reinforcing polyolefin material and preparation method thereof
A polyolefin and flame retardant technology, applied in the field of polyolefin materials and their preparation, can solve the problems of fire and fire prevention, and achieve the effect of light weight and many times of reuse
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

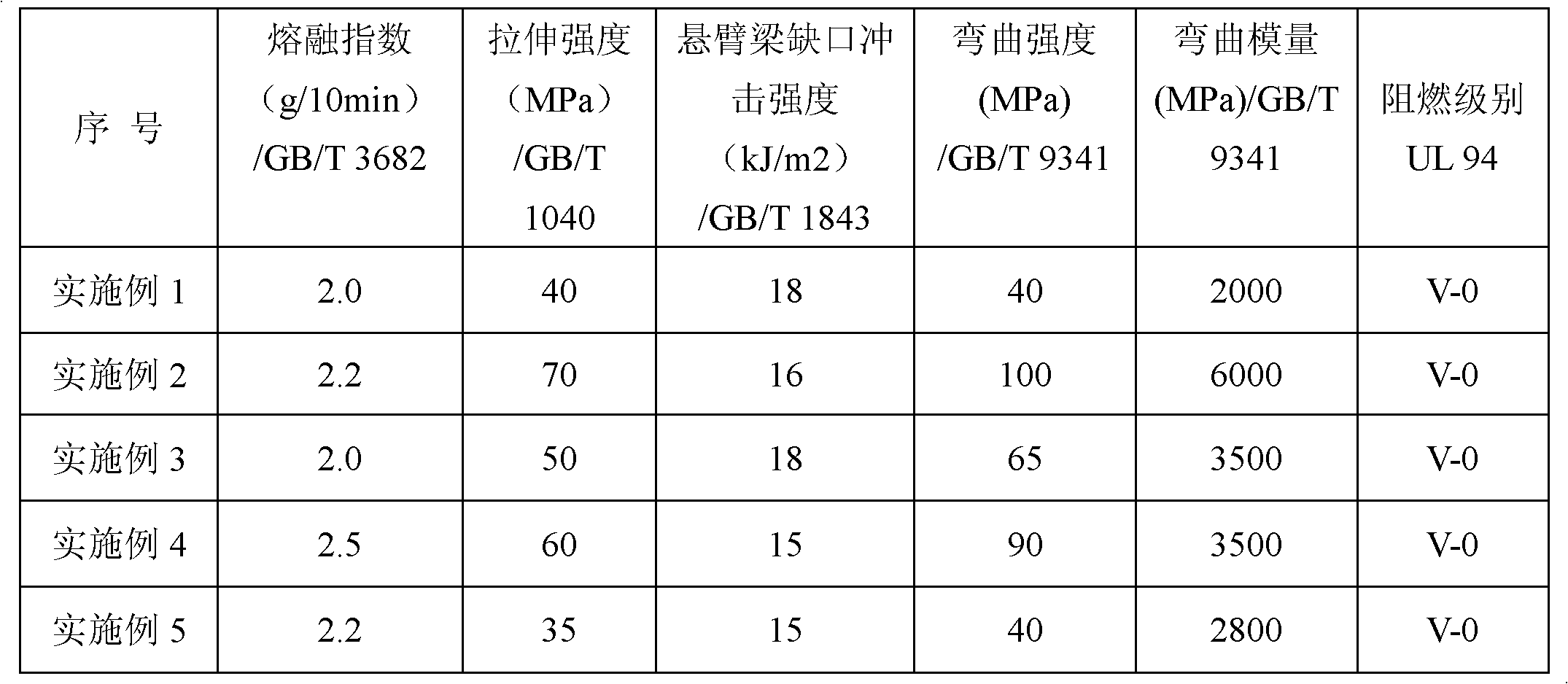
Examples
Embodiment 1
[0036] (1) The distribution ratio of each group is as follows:
[0037] Polypropylene: 40.6 parts
[0039] Ethylene-octene copolymer 5 parts
[0040] Decabromodiphenylethane: 18 parts
[0041] Sb 2 0 3 6 servings
[0042] Antioxidant 1010: 0.2 parts
[0043] Lubricant EBS: 0.2 parts.
[0044] (2) The above-mentioned mixture is fed into the twin-screw extruder by a feeder with precise metering, and is sheared and mixed at a high speed by the twin-screw, extruded by the machine head, drawn, air-cooled, pelletized, dried and packaged .
[0045] The process parameters of the twin-screw extruder are as follows: the temperature of each section of the screw should be controlled between 190-220°C, preferably between 190-210°C.
Embodiment 2
[0047] (1) The distribution ratio of each group is as follows:
[0048] Polypropylene: 32.6 parts
[0049] Fiberglass: 45 parts
[0050] Maleic anhydride grafted PP:: 5 parts
[0051] Decabromodiphenylethane: 17 parts
[0052] Sb 2 0 3 : 5 servings
[0053] Antioxidant 1010: 0.1 parts
[0054] Antioxidant 168: 0.1 parts
[0055] Lubricant EBS: 0.2 parts.
[0056] (2) The above-mentioned mixture is sent into the twin-screw extruder by a feeder with precise metering, and glass fiber is added through the glass fiber inlet at the same time;
[0057] (3) After twin-screw high-speed shearing and mixing, extruding from the machine head, drawing, air cooling, pelletizing, drying and packaging.
[0058] The process parameters of the twin-screw extruder are as follows: the temperature of each section of the screw should be controlled between 190-220°C, preferably between 190-210°C.
Embodiment 3
[0060] (1) The distribution ratio of each group is as follows:
[0061] Polypropylene: 40.6 parts
[0062] Fiberglass: 15 parts
[0063] Ethylene-octene copolymer: 2 parts
[0065] Maleic anhydride grafted PP:: 3 parts
[0066] Decabromodiphenylethane: 18 parts
[0067] Sb 2 0 3 : 6 servings
[0068] Antioxidant 1010: 0.2 parts
[0069] Lubricant EBS: 0.2 parts.
[0070] (2) The above-mentioned mixture is sent into the twin-screw extruder by a feeder with precise metering, and glass fiber is added through the glass fiber inlet at the same time;
[0071] (3) After twin-screw high-speed shearing and mixing, extruding from the machine head, drawing, air cooling, pelletizing, drying and packaging.
[0072] The process parameters of the twin-screw extruder are as follows: the temperature of each section of the screw should be controlled between 190-220°C, preferably between 190-210°C.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com