Method for improving surface quality of titanium and titanium alloy pipes and drawing die
A titanium alloy, high-quality technology, used in wire drawing dies and other directions to reduce oil removal, improve internal and external surface quality, and simple structure
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
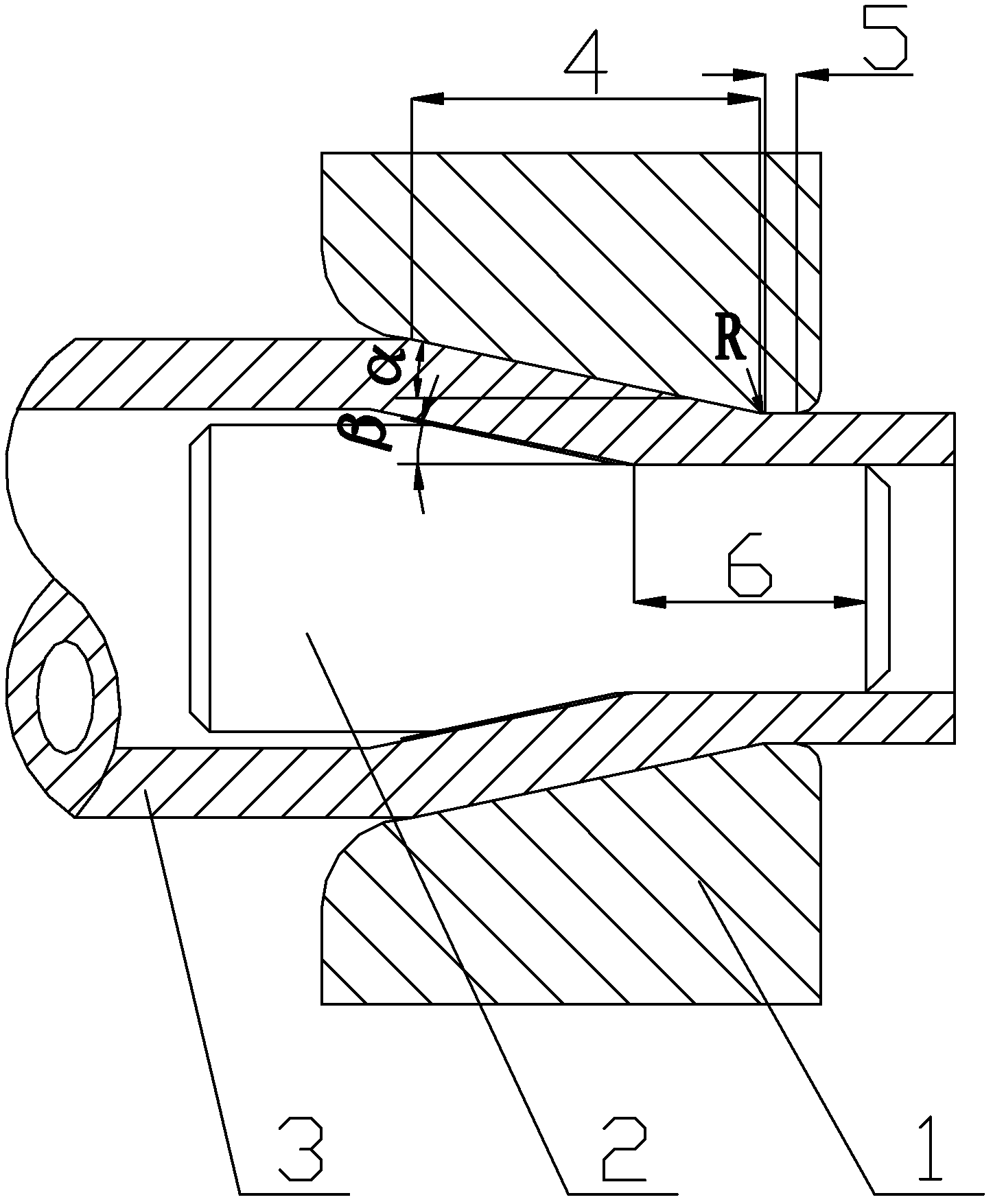
[0024] Such as figure 1 As shown, the drawing die of this embodiment includes an outer mold 1 for determining the outer diameter of the pipe material 3 and a floating core 2 for determining the inner diameter of the pipe material 3, and the outer mold half-cone angle α of the outer mold 1 is 10 °, the length of the sizing section-5 of the outer mold 1 is 0.5mm, and the radius R of the transition arc between the conical section 4 and the sizing section-5 of the outer mold 1 is 5mm; The core head half cone angle β of the core head 2 is 5°, and the length of the sizing section 2 6 of the moving core head 2 is 0.5 mm.
[0025] In this embodiment, the method for improving the surface quality of titanium pipes by using the above-mentioned drawing dies is as follows: select TA18 cold-rolled pipes with the chemical composition meeting the requirements of the GB / T3520.2-2007 standard, and the pipes are pickled and dried. Conventional heat treatment at 700°C / 1.5h to form a dense oxide ...
Embodiment 2
[0028] Such as figure 1 As shown, the drawing die of this embodiment includes an outer die 1 for determining the outer diameter of the pipe material 3 and a floating core 2 for determining the inner diameter of the pipe material 3, and the outer die half-cone angle α of the outer die 1 is 20 °, the length of the sizing section-5 of the outer mold 1 is 3mm, and the radius R of the transitional arc between the conical section 4 and the sizing section-5 of the outer mold 1 is 8mm; The core head semi-cone angle β of the head 2 is 18°, and the length of the sizing section 2 6 of the moving core head 2 is 5 mm.
[0029] In this embodiment, the method for improving the surface quality of titanium alloy pipes by using the above-mentioned drawing dies is as follows: select TA2 cold-rolled pipes with a chemical composition that meets the requirements of the GB / T3520.2-2007 standard, and degrease and pickle the pipes Dry in the air, and carry out conventional heat treatment at 600°C / 1h ...
Embodiment 3
[0032] Such as figure 1 As shown, the drawing die of this embodiment includes an outer die 1 for determining the outer diameter of the pipe material 3 and a floating core 2 for determining the inner diameter of the pipe material 3, and the outer die half-cone angle α of the outer die 1 is 15 °, the length of the sizing section-5 of the outer mold 1 is 2mm, and the radius R of the transition arc between the conical section 4 and the sizing section-5 of the outer mold 1 is 6mm; The core head semi-cone angle β of the head 2 is 9°, and the length of the sizing section 2 6 of the moving core head 2 is 3 mm.
[0033]In this embodiment, the method for improving the surface quality of titanium alloy pipes by using the above-mentioned drawing dies is as follows: select TA16 alloy cold-rolled pipes with the chemical composition meeting the requirements of GB / T3520.2-2007 standard, and carry out degreasing treatment on the pipes And 700℃ / 1.5h conventional heat treatment, so that a layer...
PUM
| Property | Measurement | Unit |
|---|---|---|
| length | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More