

Cutting method with auxiliary laser heating for metal strip
A metal strip, laser-assisted technology, used in laser welding equipment, metal processing equipment, accessories of shearing machines, etc., can solve problems such as inability to meet continuous and high-speed production requirements, and reduce wear and chipping risks. , The effect of reducing cutting force and improving efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0051] High-strength steel, the laser is a semiconductor laser
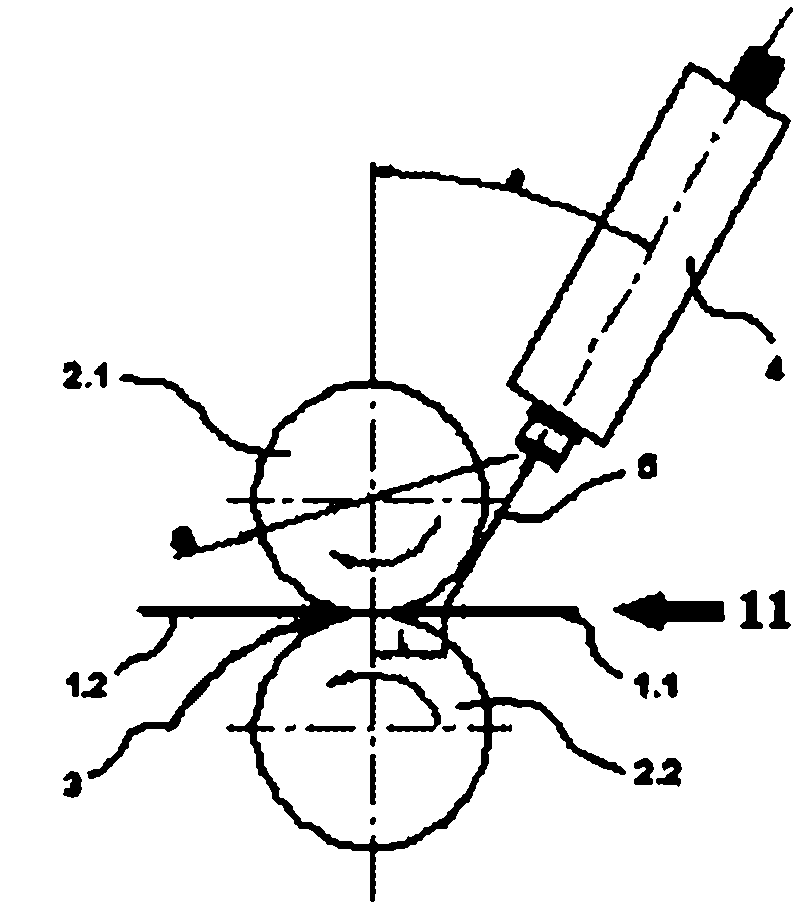
[0052] Please refer to attached drawings 1-3, the first step, according to the production characteristics of high-strength steel, the running speed U of the strip, the shape and area A of the laser spot can be given S , and the laser irradiation angle α.
[0053] U=80m / min
[0054] A S =1.2×2.0mm 2 =2.4mm 2 (Select a rectangular spot, the long side is the running direction of the strip)
[0055] (The surface morphology of high-strength steel is relatively poor, and the speed is slow)
[0056] The second step is to determine a0~a2, β and χ according to the surface morphology, thickness and laser wavelength of the metal strip.
[0057] Iron and steel materials, solid-state lasers, according to experiments;
[0058] a0=0.0741
[0059] a1=4.8e5
[0060] a2=-3.6e10
[0061] β=0.5
[0062] χ=-0.75
[0063] The third step is to determine the resistivity ρ of the strip and the correlation coefficients requi...
Embodiment 2
[0077] Silicon steel, the laser is a semiconductor laser
[0078] In the first step, according to the characteristics of silicon steel production, the running speed U of the strip, the shape and area A of the laser spot can be given S , and the laser irradiation angle α.
[0079] U=280m / min
[0080] A S =1.2×1.2mm 2 =1.44mm 2
[0081] α = 1 2 π
[0082] (The surface morphology of silicon steel is relatively good, and the speed is fast)
[0083] The second step is to determine a0~a2, β and χ according to the surface morphology, thickness and laser wavelength of the metal strip.
[0084] Iron and steel materials, solid-state lasers, according to experiments,
[0085] a0=0.0741
[0086] a1=4.8e5
[0087] a2=-3.6e10
[0088] χ=-0.75
[0089] The third step is to determine the resistivity ρ of the strip and the correlation coefficients required for temperature calculation, namely At and ξ, accor...
Embodiment 3
[0103] Stainless steel, the laser is a semiconductor laser
[0104] In the first step, according to the characteristics of stainless steel production, the running speed U of the strip, the shape and area A of the laser spot can be given S , and the laser irradiation angle α.
[0105] U=120m / min
[0106] A S =1.2×2.0mm 2 =2.4mm 2
[0107] (Stainless steel has good surface appearance and fast speed).
[0108] The second step is to determine a0~a2, β and χ according to the surface morphology, thickness and laser wavelength of the metal strip.
[0109] Iron and steel materials, solid-state lasers, according to experiments,
[0110] a0=0.0741
[0111] a1=4.8e5
[0112] a2=-3.6e10
[0113]χ=-0.75
[0114] The third step is to determine the resistivity ρ of the strip and the correlation coefficients required for temperature calculation, namely At and ξ, according to the thermal physical properties of the metal strip.
[0115] According to the material handbook, the resi...
PUM
| Property | Measurement | Unit |
|---|---|---|
| strength | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| shear yield strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More