

Cast steel node manufacturing process
A production process and steel casting node technology, applied in the control of molten metal pouring from the ladle, casting mold, casting mold composition, etc., can solve the problem that welding residual stress cannot be eliminated, deformation is difficult to predict, and material utilization rate is not high. problems, to achieve the effect of convenient on-site construction and installation, convenient operation, and good spatial angle consistency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
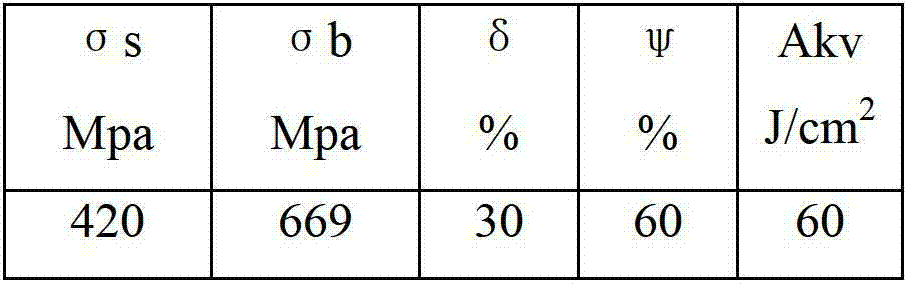
Embodiment 1
[0013] A production process of cast steel joints, the main components of which are calculated by weight percentage, C=0.2~0.3, Si=0.6~0.8, Mn=1.1~1.3, P≤0.035, S≤0.01, Cu≤0.3, it Include the following steps:
[0014] S1. Furnace material equipment and molten metal smelting. Furnace materials include scrap steel, pouring risers, waste castings, steel shavings and pig iron, using electric arc furnace three-phase basic electric arc furnace, smelting by oxidation method, and finally deoxidizing under white slag;
[0015] S2. Molding process, using the α-set molding method to select alkali phenolic resin, curing agent, and sand for molding. The amount of resin added is 1.7% of the weight of the sand, and the amount of curing agent added is 20% of the weight of the resin. Sand, curing agent, and resin Stirring and mixing in the order;
[0016] S3, pouring process, pouring adopts a single-hole bottom pouring ladle, adopts horizontal pouring and horizontal cooling, the rising speed o...
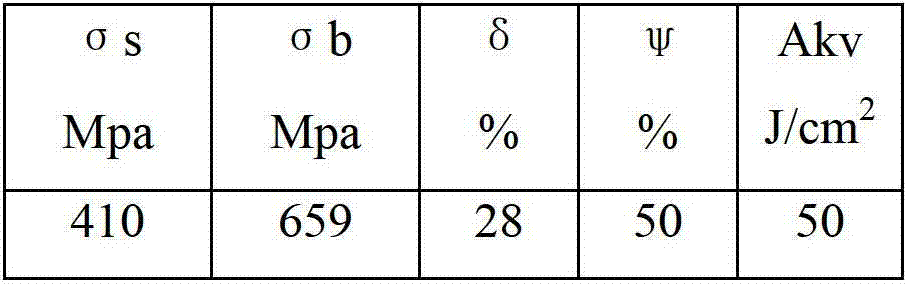
Embodiment 2
[0025] A production process of cast steel joints, the main components of which are calculated by weight percentage, C=0.2~0.3, Si=0.6~0.8, Mn=1.1~1.3, P≤0.035, S≤0.01, Cu≤0.3, it Include the following steps:
[0026] S1. Furnace material equipment and molten metal smelting. Furnace materials include scrap steel, pouring risers, waste castings, steel shavings and pig iron, using electric arc furnace three-phase basic electric arc furnace, smelting by oxidation method, and finally deoxidizing under white slag;
[0027] S2. Molding process, using the α-set molding method to select alkali phenolic resin, curing agent, and sand for molding. The amount of resin added is 1% of the sand weight, and the amount of curing agent added is 15% of the resin weight. Sand, curing agent, and resin Stirring and mixing in the order;
[0028] S3, pouring process, pouring adopts a single hole bottom injection ladle, adopts horizontal pouring and horizontal cooling, the rising speed of the inner ca...
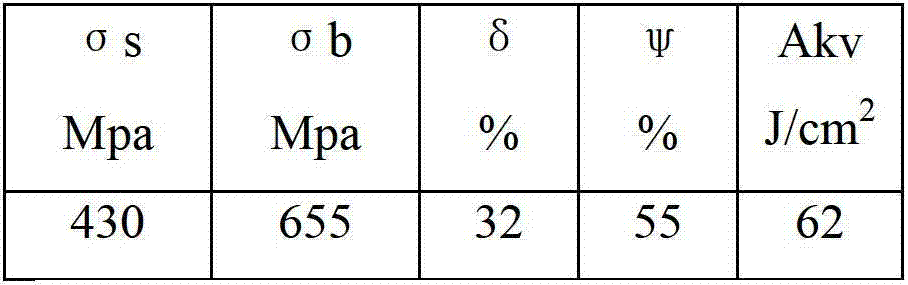
Embodiment 3
[0037] A production process of cast steel joints, the main components of which are calculated by weight percentage, C=0.2~0.3, Si=0.6~0.8, Mn=1.1~1.3, P≤0.035, S≤0.01, Cu≤0.3, it Include the following steps:
[0038] S1. Furnace material equipment and molten metal smelting. Furnace materials include scrap steel, pouring risers, waste castings, steel shavings and pig iron, using electric arc furnace three-phase basic electric arc furnace, smelting by oxidation method, and finally deoxidizing under white slag;
[0039] S2. Molding process, using the α-set molding method to select alkali phenolic resin, curing agent, and sand for molding. The amount of resin added is 2% of the weight of the sand, and the amount of curing agent added is 25% of the weight of the resin. Sand, curing agent, and resin Stirring and mixing in the order;
[0040] S3, pouring process, pouring adopts a single-hole bottom pouring ladle, adopts horizontal pouring and horizontal cooling, the rising speed of ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More