

Aerated concrete building block and manufacturing method thereof
A technology for aerated concrete and blocks, which is applied in the manufacture of tools, ceramic products, climate sustainability, etc., can solve the problems of durability, crack resistance and frost resistance of aerated concrete blocks, and promote effective utilization. , Reduce production cost, scientific and reasonable effect of manufacturing method
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
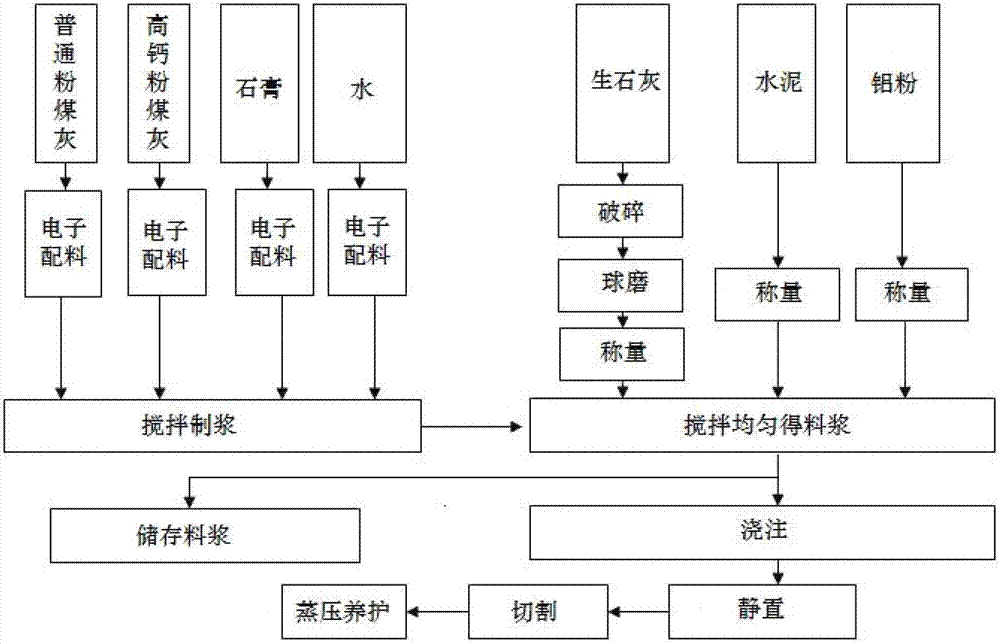
[0032] First crush the blocky quicklime into small pieces with a diameter of less than 1.8cm, then send it into a ball mill to grind to 170 mesh and the sieve residue is less than 10% for later use, then mix high-calcium fly ash, ordinary fly ash, gypsum and water by Parts by weight in 20m after electronic batching 3 The slurry is stirred in the ground pit to make slurry for later use, and then quicklime, cement and aluminum powder are added to the aforementioned slurry in parts by weight, and the slurry is obtained after being stirred evenly. The slurry is poured into the mold at a temperature of 45°C. Stand still for 2 hours after pouring is completed to obtain green body. After pouring, the remaining slurry is stored in 50m 3 Reserved in the slurry storage tank. Place the green body sideways so that the green body is 4800mm long, 600mm wide, and 1200mm high, using a cutting steel wire with a diameter of 0.1mm. After turning over, longitudinal cutting, and cross cutting, ...
Embodiment 2
[0034] First crush the blocky quicklime into small pieces with a diameter of less than 1.8cm and send them to the ball mill
[0035] Grind to 180 mesh and the sieve residue is less than 10% for later use, then electronically mix high-calcium fly ash, ordinary fly ash, gypsum and water according to weight parts, and then mix them in 20m 3 The slurry is stirred in the ground pit to make slurry for later use, and then quicklime, cement and aluminum powder are added to the aforementioned slurry in parts by weight, and the slurry is obtained after being stirred evenly. The slurry is poured into the mold at a temperature of 48°C. Stand still for 2 hours after pouring is completed to obtain green body. After pouring, the remaining slurry is stored in 50m 3 Reserved in the slurry storage tank. Place the green body sideways so that the green body is 4800mm long, 600mm wide, and 1200mm high, using cutting steel wires with a diameter of 0.12mm. After turning over, longitudinal cutting...
Embodiment 3
[0037] First crush the blocky quicklime into small pieces with a diameter of less than 1.8cm, and then send it to a ball mill to grind to 190 mesh with a sieve allowance of less than 10% for later use, then mix high-calcium fly ash, ordinary fly ash, gypsum and water into Parts by weight in 20m after electronic batching 3 The slurry is stirred in the ground pit to make slurry for later use, and then quicklime, cement and aluminum powder are added to the aforementioned slurry in parts by weight, and the slurry is obtained after being stirred evenly. The slurry is poured into the mold at a temperature of 52°C. Stand still for 2.5 hours after pouring to obtain green body. After pouring, the remaining slurry is stored in 50m 3Reserved in the slurry storage tank. Place the green body sideways so that the green body is 4800mm long, 600mm wide, and 1200mm high. Using a cutting steel wire with a diameter of 0.14mm, the steel wire does not move after turning over, longitudinal cutti...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More