Unlock instant, AI-driven research and patent intelligence for your innovation.
Narrow gap multi-pass laser welding method for thick plate
What is Al technical title?
Al technical title is built by PatSnap Al team. It summarizes the technical point description of the patent document.
A laser welding and laser technology, used in laser welding equipment, welding equipment, manufacturing tools, etc., to achieve the effect of realizing the control of weld composition and joint performance, the flexibility of size and operation, and the improvement of production efficiency
Inactive Publication Date: 2013-04-03
HUAZHONG UNIV OF SCI & TECH
View PDF9 Cites 31 Cited by
Summary
Abstract
Description
Claims
Application Information
AI Technical Summary
This helps you quickly interpret patents by identifying the three key elements:
Problems solved by technology
Method used
Benefits of technology
Problems solved by technology
[0005] In view of the deficiencies in the technical background, the purpose of the present invention is to provide a narrow-gap multi-pass laser welding method for thick plates. The present invention solves the problem of high-efficiency and high-quality welding of thick plates, and can obtain small welding deformation and gap bridging High quality and efficient welded joints for heavy plates
Method used
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
View more
Image
Smart Image Click on the blue labels to locate them in the text.
Viewing Examples
Smart Image
Click on the blue label to locate the original text in one second.
Reading with bidirectional positioning of images and text.
[0044] During self-fusion welding: V welding = 0.6m / min, p = 4kw
[0045] When filling wire welding: V welding = 0.5m / min, V delivery = 4.3m / min, P = 4kw, Δf = 0mm, Δx = 0mm, the shielding gas is Ar+CO 2 , air flow = 1.1m 3 / h, bevel angle 3.5°
[0046] For composite welding: V welding = 0.7m / min, V delivery = 4.4m / min, I = 240A, P = 1.5kw, Δf = 0mm, Δx = 4mm, the shielding gas is Ar+CO 2 , air flow = 1.1m 3 / h, bevel angle 15°
[0049] During self-fusion welding: V welding = 0.5m / min, p = 5kw
[0050] When filling wire welding: V welding = 0.6m / min, V delivery = 4.5m / min, P = 4kw, Δf = 1mm, Δx = 0.65mm, the shielding gas is Ar+CO 2 , air flow = 1.2m 3 / h, bevel angle 6°
[0051] For hybrid welding: V welding = 0.8m / min, V delivery = 4.5m / min, I = 250A, P = 2.5kw, Δf = 1mm, Δx = 5mm, the shielding gas is Ar+CO 2 , air flow = 1.2m 3 / h, groove angle 30°
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
PUM
Property
Measurement
Unit
angle
aaaaa
aaaaa
angle
aaaaa
aaaaa
Login to View More
Abstract
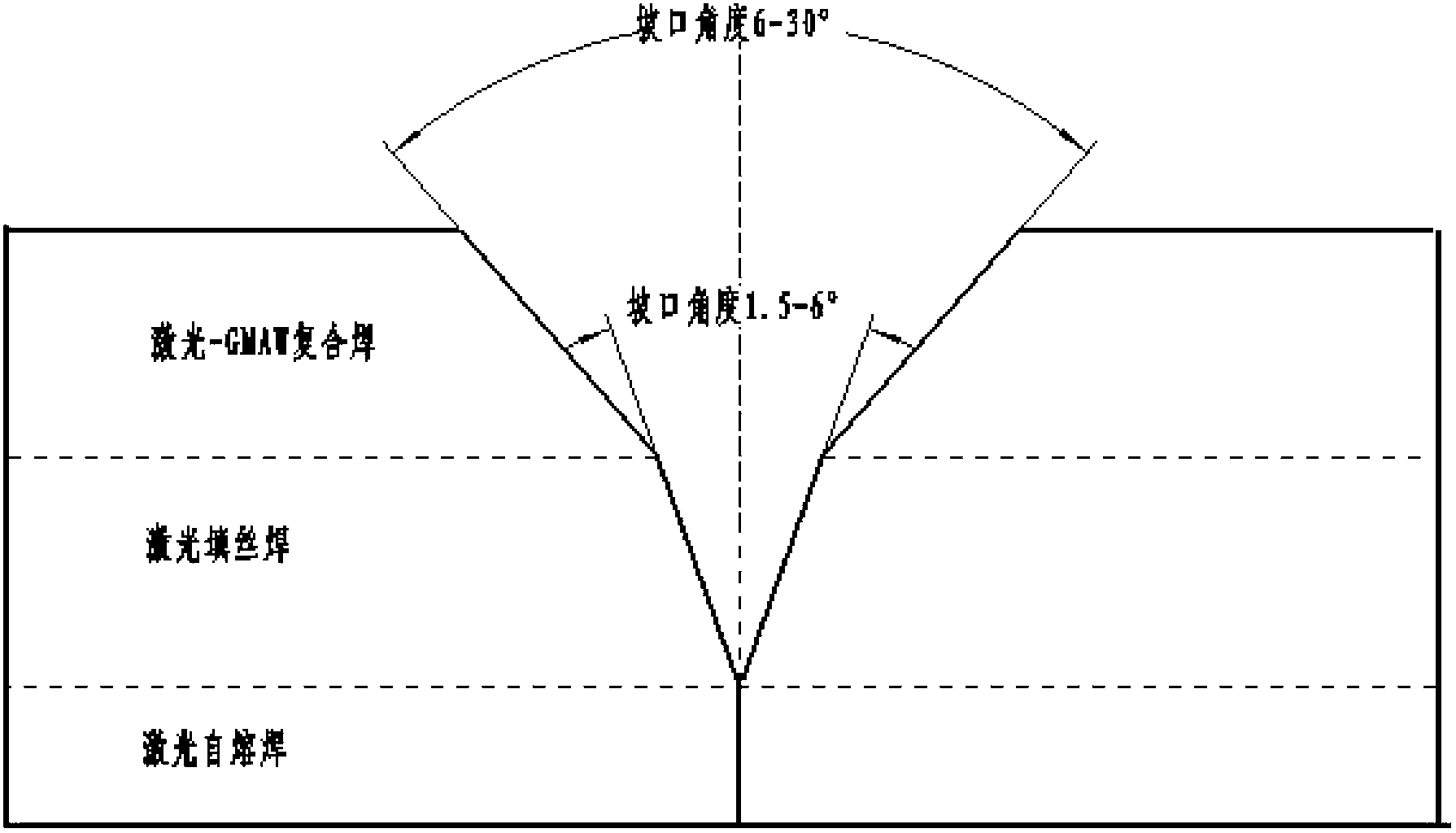
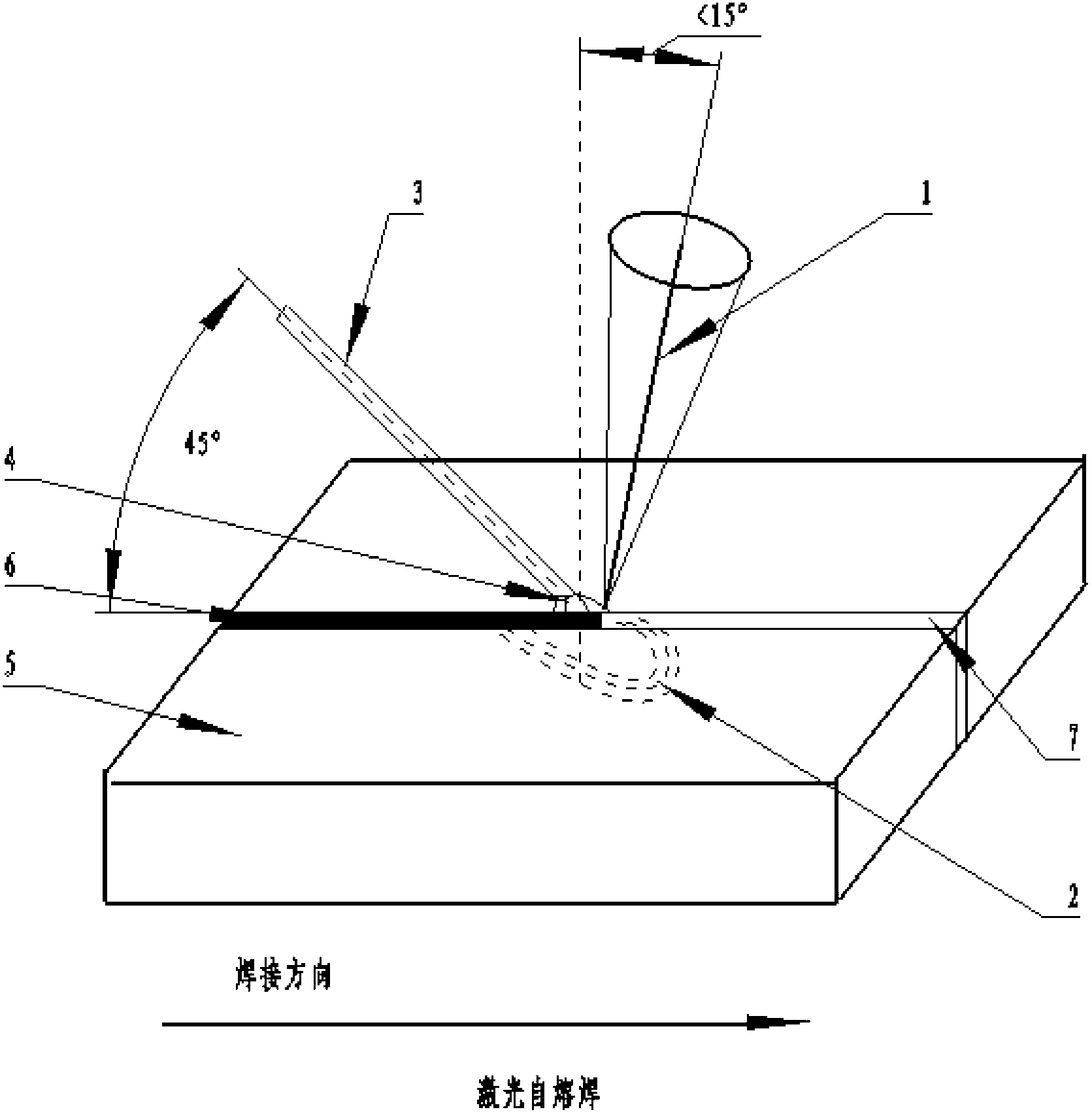
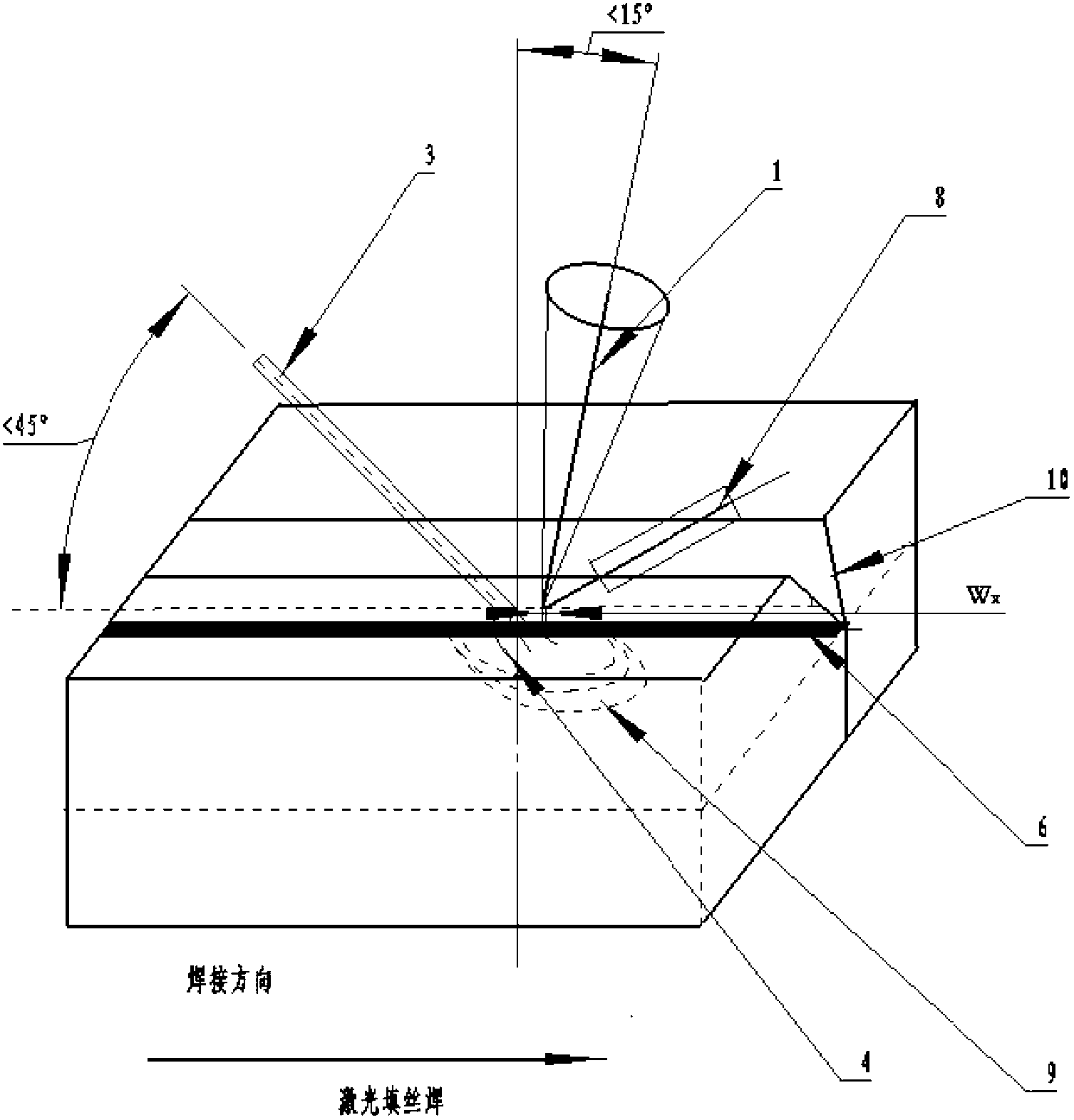
The invention discloses a laserwelding method for a thick plate. A gap is reserved on the thick plate or a divided edge with a blunted edge is performed, a laser autogenous welding is adopted at the welding bead part for welding a pass for bottoming, then, the laser wire filling welding is carried out, a welding wire and a laser beam maintain an included angle being 15 degrees to 75 degrees, the welding wire extends into the divided edge gap from the front of the laser beam, when the filling wire welding cannot fully fill the divided edge gap, the laser-GMAW (gas metal arc welding) composite welding is finally carried out, and the welding of the thick plate is completed. The preserved gap value is respectively smaller than or equal to 0.5mm, the width of the performed welding bead used for the wire filling welding is smaller than or equal to 2.5mm, and the width of the performed welding bead used for the composite welding is smaller than or equal to 10mm. The laser welding method has the advantages that the problem of high-efficiency and high-quality welding of the thick plate is solved, so high-quality and efficient thick plate welding joints with small welding deformation and high gap bridging capability are obtained.
Description
technical field [0001] The invention belongs to the technical field of laser material processing, and relates to a narrow-gap multi-pass laser welding method for thick plates. The optimized combination realizes high-efficiency and high-quality welding of thick plates. Background technique [0002] The welding of thick plates is an essential key process in the manufacture of ships and nuclear facilities, the laying of oil and gas pipelines, the construction of power stations, and the construction of various large-scale steel structure projects. The thickness of these facility components is generally more than 20mm, and the structural size is large, so they can only be connected and formed after segmental processing. [0003] In view of the current welding methods, (1) when arc welding is used to weld thick plates, it is usually necessary to open a bevel and perform multi-layer and multi-pass welding. However, due to the sharp increase of the groove area, the amount of weldi...
Claims
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
Application Information
Patent Timeline
Application Date:The date an application was filed.
Publication Date:The date a patent or application was officially published.
First Publication Date:The earliest publication date of a patent with the same application number.
Issue Date:Publication date of the patent grant document.
PCT Entry Date:The Entry date of PCT National Phase.
Estimated Expiry Date:The statutory expiry date of a patent right according to the Patent Law, and it is the longest term of protection that the patent right can achieve without the termination of the patent right due to other reasons(Term extension factor has been taken into account ).
Invalid Date:Actual expiry date is based on effective date or publication date of legal transaction data of invalid patent.



 Login to View More
Login to View More