

Alloy powder and method for synchronously sending powder and welding galvanized steel sheet and AZ91D magnesium alloy based on laser
A laser synchronous powder feeding and galvanized steel technology, which is applied in laser welding equipment, welding equipment, metal processing equipment, etc., can solve the problems of easy deterioration of welded joint performance, difficulty in controlling the melting degree of magnesium alloy, and low melting point of magnesium alloy. Achieve the effect of ideal engineering practical significance, flexible formula and high welding efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
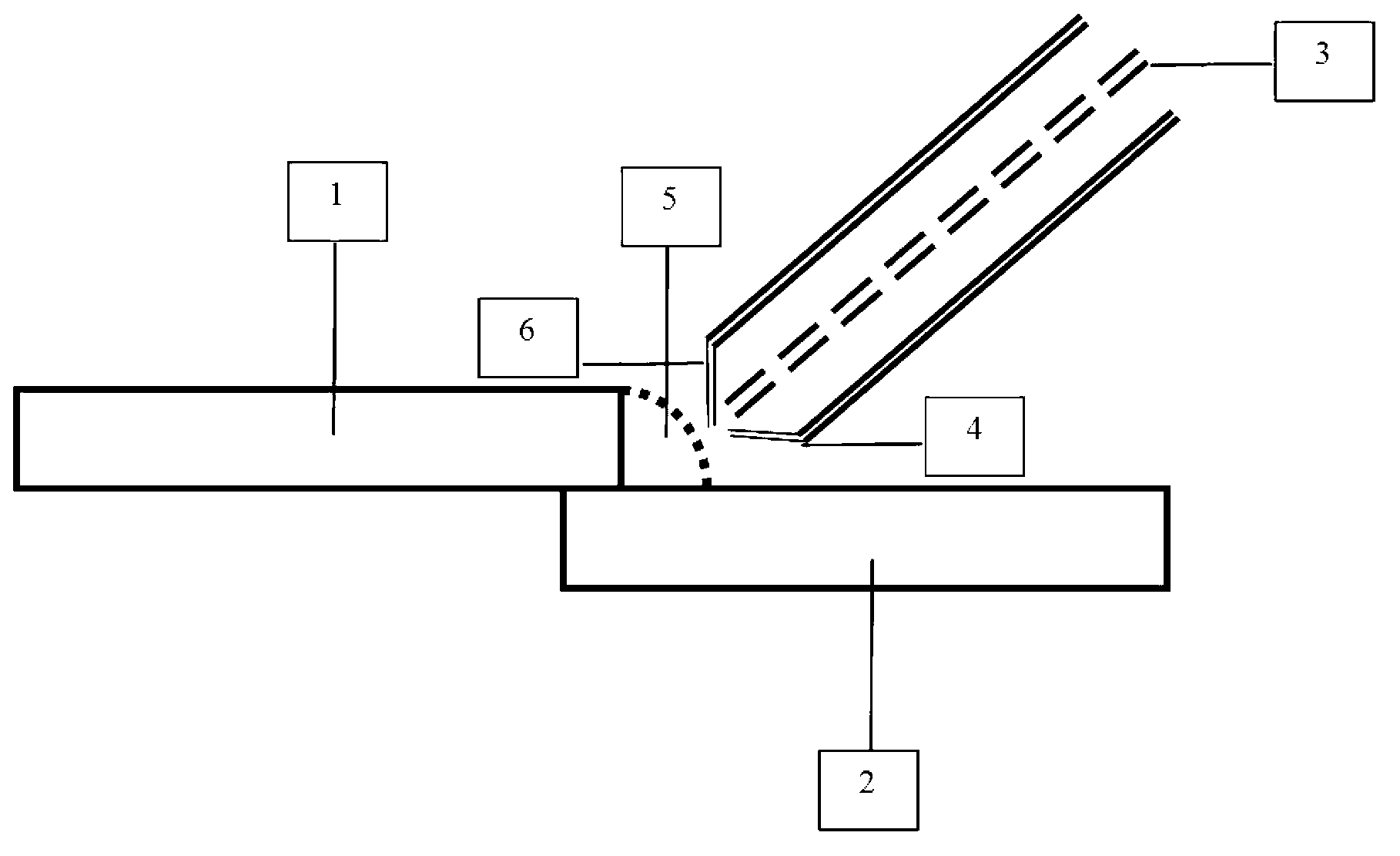
[0017] The clamping of the materials to be welded is as follows: figure 1 As shown, it is a composite process of laser welding + synchronous powder feeding. The AZD91 magnesium alloy 1 is a flat plate with a thickness of 3 mm, and the galvanized steel sheet 2 is a flat plate with a thickness of 3 mm. The high entropy alloy powder 200 mesh AlMg 0.1 After the CuZn medium is mixed evenly with a ball mill (600 rpm, ball milling for 30 minutes), it is sent to the overlapping area of the workpiece to be welded by the powder feeder through the channel 4, and the welding seam 5 is formed under the irradiation of the laser beam 3 and the action of the inert gas 6 . Set the four main welding parameters as follows: laser power P=3kW, welding speed v=2m / min, powder feeding amount q=20g / min, lap gap 0.08mm.
Embodiment 2
[0019] The clamping of the materials to be welded is as follows: figure 1 As shown, it is a composite process of laser welding + synchronous powder feeding. The AZD91 magnesium alloy 1 is a flat plate with a thickness of 3 mm, and the galvanized steel plate 2 is a flat plate with a thickness of 3 mm. High entropy alloy powder 250 mesh AlMg 0.2 After the CuZn medium is mixed evenly with a ball mill (600 rpm, ball milling for 30 minutes), it is sent to the overlapping area of the workpiece to be welded by the powder feeder through the channel 4, and the welding seam 5 is formed under the irradiation of the laser beam 3 and the action of the inert gas 6 . Set the four main welding parameters as follows: laser power P=4kW, welding speed v=2.5m / min, powder feeding amount q=25g / min, lap gap 0.09mm.
Embodiment 3
[0021] The clamping of the materials to be welded is as follows: figure 1 As shown, it is a composite process of laser welding + synchronous powder feeding. The AZD91 magnesium alloy 1 is a flat plate with a thickness of 3 mm, and the galvanized steel plate 2 is a flat plate with a thickness of 3 mm. High entropy alloy powder 300 mesh AlMg 0.3 After the CuZn medium is mixed evenly with a ball mill (600 rpm, ball milling for 30 minutes), it is sent to the overlapping area of the workpiece to be welded by the powder feeder through the channel 4, and the welding seam 5 is formed under the irradiation of the laser beam 3 and the action of the inert gas 6 . Set the four main welding parameters as follows: laser power P=5kW, welding speed v=3m / min, powder feeding amount q=30g / min, lap gap 0.1mm.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More