

Forging-and-rolling compounded forming method for comprehensively promoting internal and external quality of wide and thick plate blanks
A composite forming and slab technology, applied in tension/pressure control, temperature control, metal processing equipment, etc., can solve problems such as failure to pass flaw detection, scrapping, affecting the mechanical properties of steel, and achieve good grain size and good economy. , Improve the effect of dimensional accuracy
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
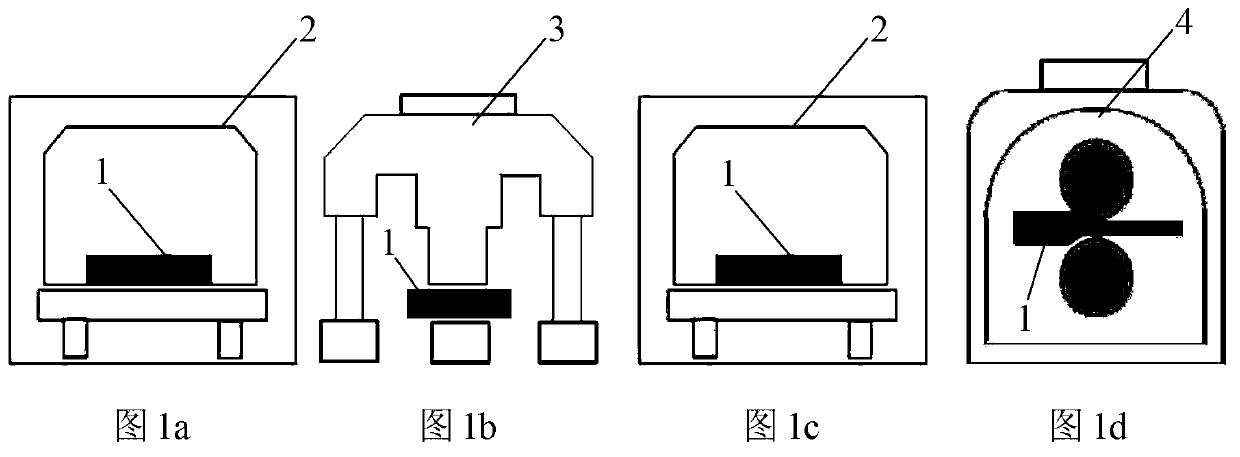
[0110] The wide and thick slab used in this embodiment has an original size of about 840 mm thick x 2100 mm wide x 3200 mm long, and its material is SA517GrQ, which is used for rack plates of jack-up offshore platforms. The billet heating temperature is 1200°C, and the first fire holding time is 15h. A wide anvil of 850mm is used for forging. First, one step is drawn along the Y direction, and then four times are drawn along the X direction. The blank is turned 180° between each pass to ensure uniform deformation. According to formula (2) and formula (3), the process parameters of the forging process are calculated as shown in Table 1:
[0111] Table 1 Process parameters of forging process before rolling
[0112] times
ω
ΔX
DX
ΔY
Dy
ΔZ
DZ
0
-
-
840
-
2100
-
3200
1
0°
-
890
200
1900
-
3340
2
180°
-
950
200
1700
-
3500
3
180° ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Impact energy | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More