

Production method for improving yield ratio and bore expansion of 1000MPa-level high-strength steel
A production method and technology of high-strength steel, applied in furnaces, heat treatment equipment, heat treatment furnaces, etc., can solve problems such as difficulty in achieving complete austenitization of strip steel, difficulty in achieving yield strength, and low yield ratio
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
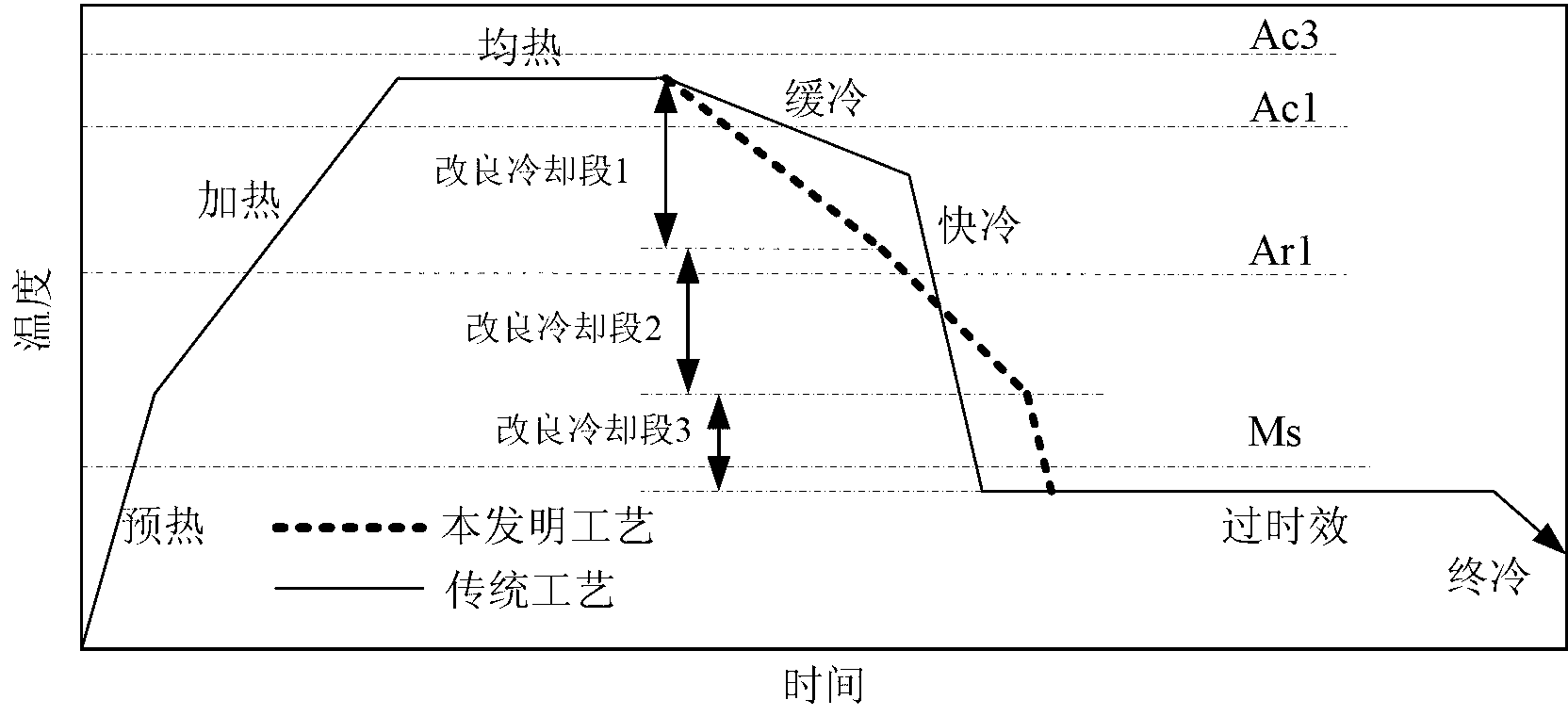
Image

Examples
Embodiment 1
[0057] The composition should meet: 0.15≤C≤0.25; 1.0≤Si≤2.0; 1.5≤Mn≤2.5; P≤0.015%; S≤0.015%; Alt≥0.015%; N≤0.005%; the balance is Fe and unavoidable impurities The steel is smelted through desulfurization, converter blowing, RH vacuum refining, continuous casting, hot rolling, coiling and other processes. Among them, the heating temperature of the continuous casting slab is 1300 ° C, the heat preservation is 3 hours, the final rolling temperature is 920 ° C, and the coiling temperature is 680 ° C. °C to obtain a hot-rolled sheet with a thickness of 4.5 mm. Then cold-rolled to obtain a cold-rolled sheet thickness of 2.0mm. Finally, the cold-rolled steel sheet was continuously annealed in a continuous annealing production line of radiation heating and jet cooling. See Table 2 for the relevant process parameters of annealing.
[0058] Table 2
[0059]
[0060]
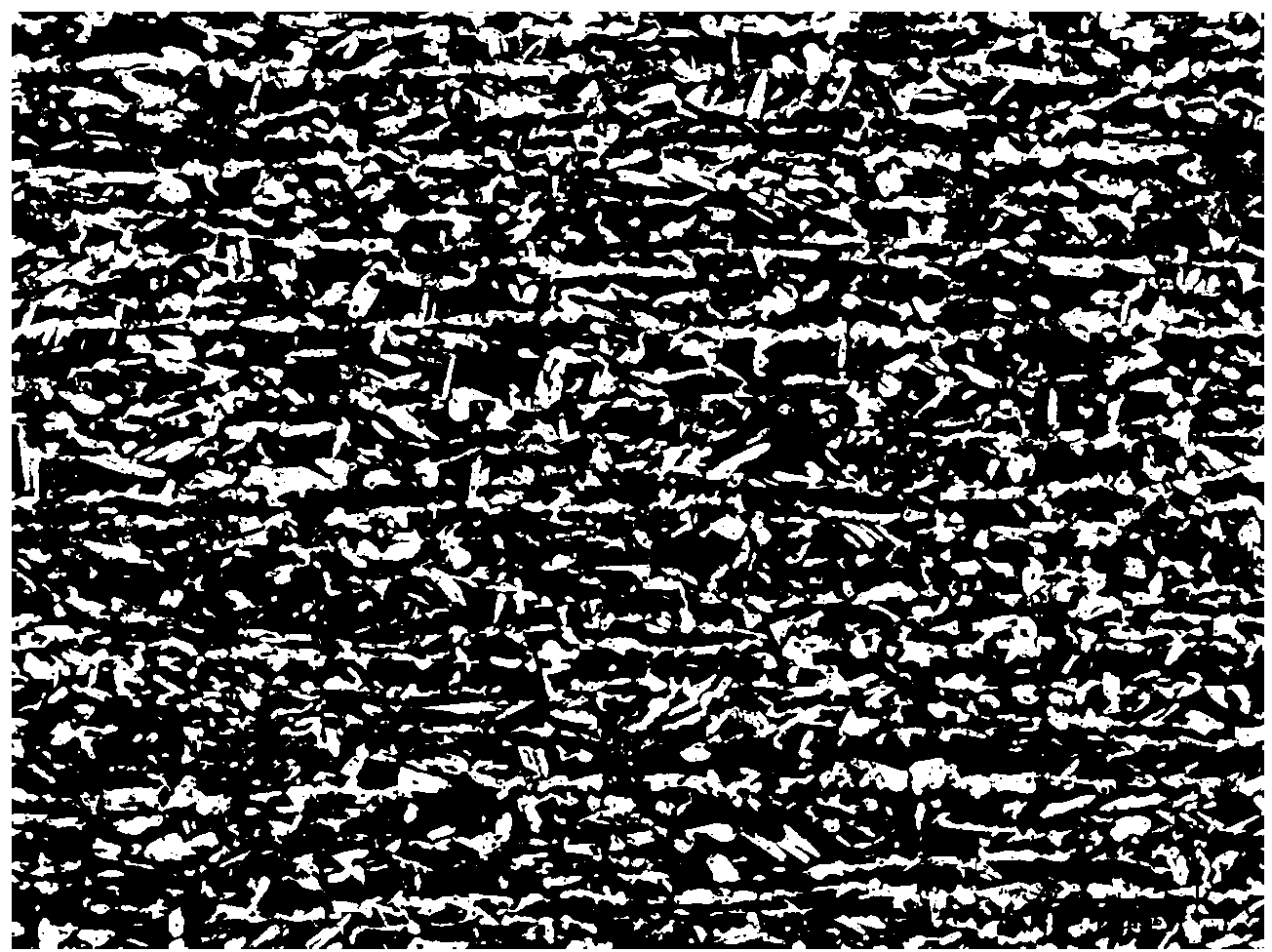
[0061] see image 3 , The metallographic microstructure of the 1000MPa grade high-strength steel obtained in th...
Embodiment 2
[0063] The composition should meet: 0.15≤C≤0.25; 1.0≤Si≤2.0; 1.5≤Mn≤2.5; P≤0.015%; S≤0.015%; Alt≥0.015%; N≤0.005%; the balance is Fe and unavoidable impurities The steel is smelted through desulfurization, converter blowing, RH vacuum refining, continuous casting, hot rolling, coiling and other processes. Among them, the heating temperature of the continuous casting slab is 1300 ° C, the heat preservation is 3 hours, the final rolling temperature is 920 ° C, and the coiling temperature is 680 ° C. °C to obtain a hot-rolled sheet with a thickness of 4.5 mm. Then cold-rolled to obtain a cold-rolled sheet thickness of 2.0mm. Finally, the cold-rolled steel sheet was continuously annealed in a continuous annealing production line of radiant heating and jet cooling. See Table 3 for the relevant process parameters of annealing.
[0064] table 3
[0065]
[0066]
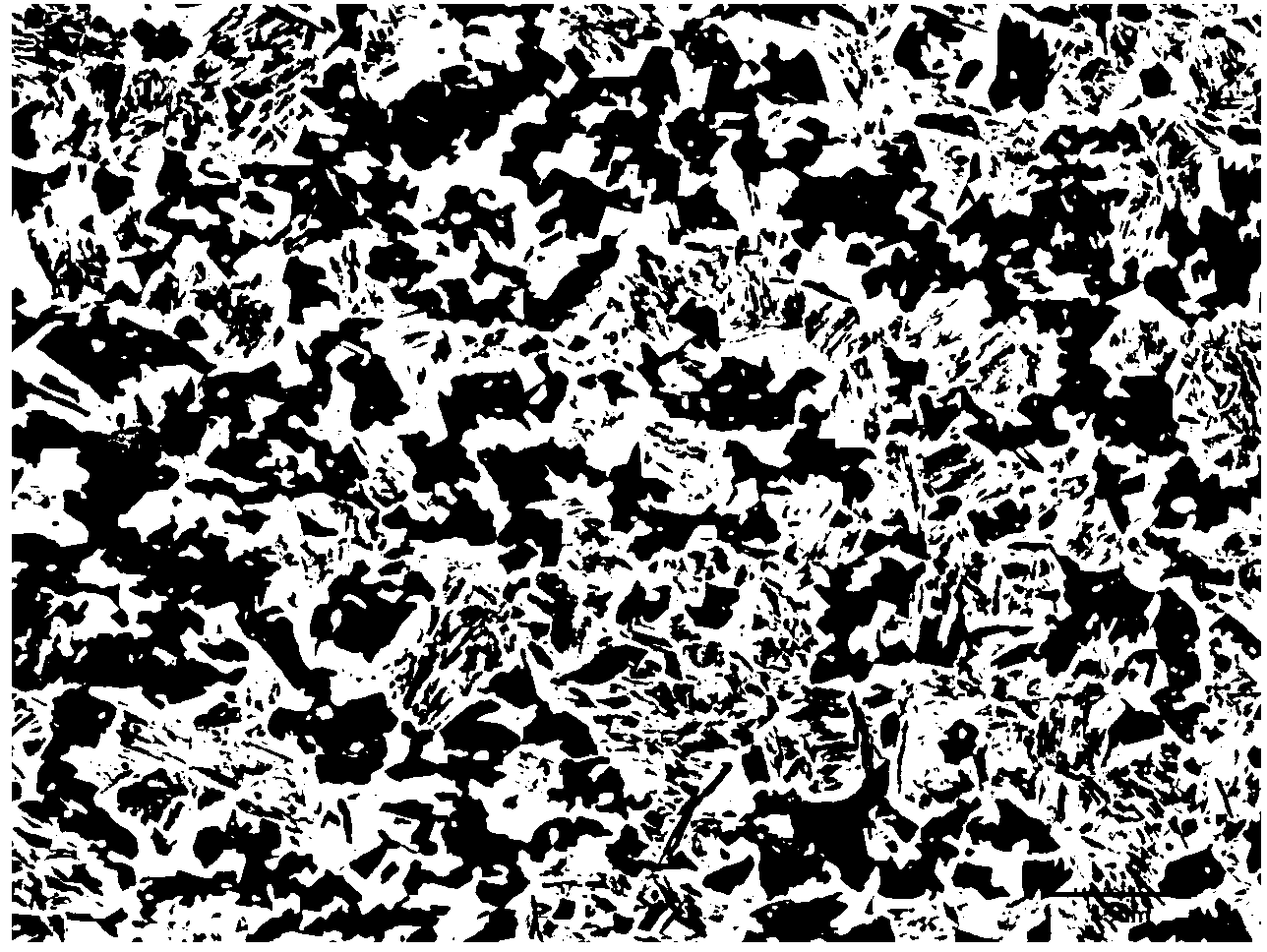
[0067] The metallographic microstructure of the 1000 MPa grade high-strength steel obtained in the embodiment of t...
Embodiment 3
[0069] The composition should meet: 0.15≤C≤0.25; 1.0≤Si≤2.0; 1.5≤Mn≤2.5; P≤0.015%; S≤0.015%; Alt≥0.015%; N≤0.005%; the balance is Fe and unavoidable impurities The steel is smelted through desulfurization, converter blowing, RH vacuum refining, continuous casting, hot rolling, coiling and other processes. Among them, the heating temperature of the continuous casting slab is 1300 ° C, the heat preservation is 3 hours, the final rolling temperature is 920 ° C, and the coiling temperature is 680 ° C. °C to obtain a hot-rolled sheet with a thickness of 4.5 mm. Then cold-rolled to obtain a cold-rolled sheet thickness of 2.0 mm. Finally, the cold-rolled steel sheet was continuously annealed in a continuous annealing production line of radiant heating and jet cooling. See Table 4 for relevant annealing process parameters.
[0070] Table 4
[0071]
[0072]
[0073] The metallographic microstructure of the 1000 MPa grade high-strength steel obtained in the embodiment of the pre...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
| Tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More