

Method for customizing core and shell of integrated ceramic mold of hollow turbine blade
A technology for turbine blades and ceramic castings, which is applied in the directions of castings, cores, and casting components, and can solve the problems of air-film hole diameter reduction, eccentric core perforation defects, installation errors, etc., so as to improve porosity and improve sintering. the effect of strength
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0058] The method for customizing the core shell of the hollow turbine blade integrated ceramic mold includes the following steps:
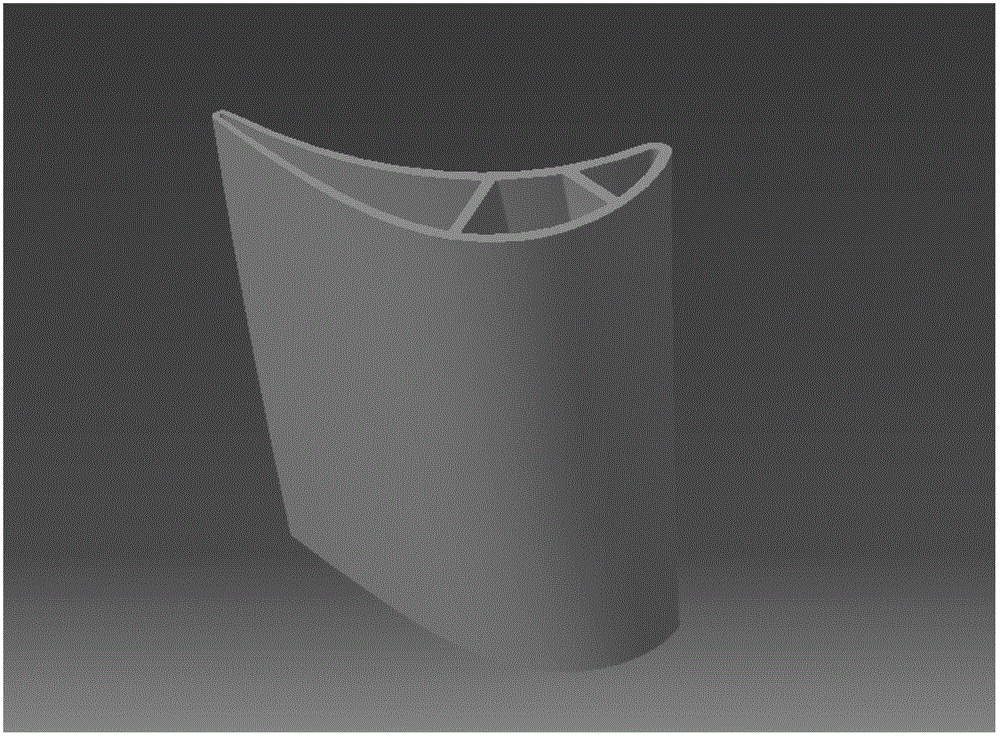
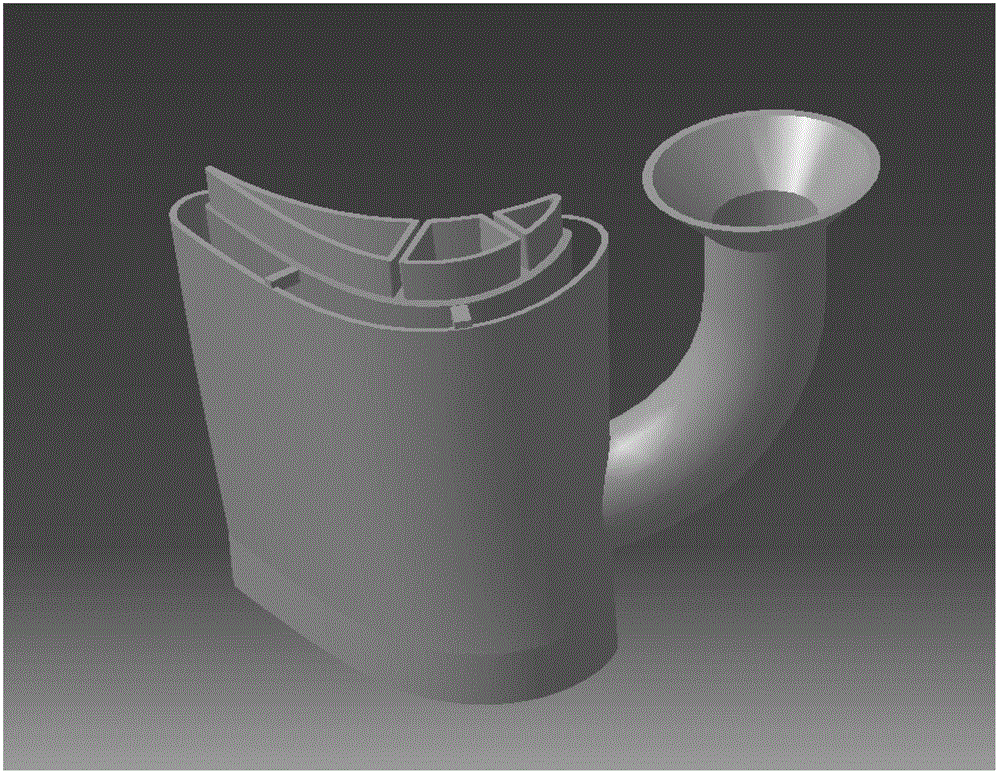
[0059] 1) The hollow turbine blade resin mold is made by light-curing rapid prototyping equipment, and the resin used for molding is 8981 resin. The resin mold is designed with 4 gates, one of which is used to pour the shell, and 3 are used to pour the core, the prototype of the light-cured blade (simplified) and the CAD model of the resin mold are as follows figure 1 , figure 2 shown.
[0060] 2) Based on the gel injection molding process, making ceramic slurry:
[0061] First, dissolve the organic monomer AM (acrylamide) and the cross-linking agent MBAM (N,N′-methylenebisacrylamide) into deionized water according to the mass ratio of 24:1, and then add an appropriate amount of dispersant (the dispersant is added The amount is 2% of the mass of the powder), stirred and dissolved, and prepared into a premixed solution with an organic concentr...
Embodiment 2
[0072] The method for customizing the core shell of the hollow turbine blade integrated ceramic mold includes the following steps:
[0073] 1) The hollow turbine blade resin mold is made by light-curing rapid prototyping equipment, and the resin used for molding is 8981 resin. The resin mold is designed with 4 gates, one of which is used for pouring the shell, and the other 3 are used for pouring the core.
[0074] 2) Based on the gel injection molding process, making ceramic slurry:
[0075] First, dissolve the organic monomer AM (acrylamide) and the cross-linking agent MBAM (N,N′-methylenebisacrylamide) into deionized water according to the mass ratio of 24:1, and then add an appropriate amount of dispersant (the dispersant is added The amount is 2% of the mass of the powder), stirred and dissolved, and prepared into a premix with an organic concentration of 20%.
[0076] 2) Weigh powder 1 and powder 2 according to a certain ratio, and stir and mix the powder in the contai...
Embodiment 3
[0085] The method for customizing the core shell of the hollow turbine blade integrated ceramic mold includes the following steps:
[0086] 1) The hollow turbine blade resin mold is made by light-curing rapid prototyping equipment, and the resin used for molding is 8981 resin. The resin mold is designed with 2 gates, one for pouring the shell and one for pouring the core.
[0087] 2) Based on the gel injection molding process, making ceramic slurry:
[0088] First, dissolve the organic monomer AM (acrylamide) and the cross-linking agent MBAM (N,N′-methylenebisacrylamide) into deionized water according to the mass ratio of 24:1, and then add an appropriate amount of dispersant (the dispersant is added The amount is 2% of the mass of the powder), stirred and dissolved, and prepared into a premix with an organic concentration of 20%.
[0089] 2) Weigh powder 1 and powder 2 according to a certain ratio, and stir and mix the powder in the container evenly;
[0090] In parts by m...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle diameter | aaaaa | aaaaa |
| particle diameter | aaaaa | aaaaa |
| particle diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More