

Continuous-casting and continuous-rolling integrating device and process
An integrated technology of continuous casting and rolling, applied in the direction of metal rolling, temperature control, etc., can solve the problems of inability to improve production efficiency, potential safety hazards, uncontrollable billet temperature, etc., to improve equipment utilization and production efficiency, The effect of improving production automation and improving metal yield
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
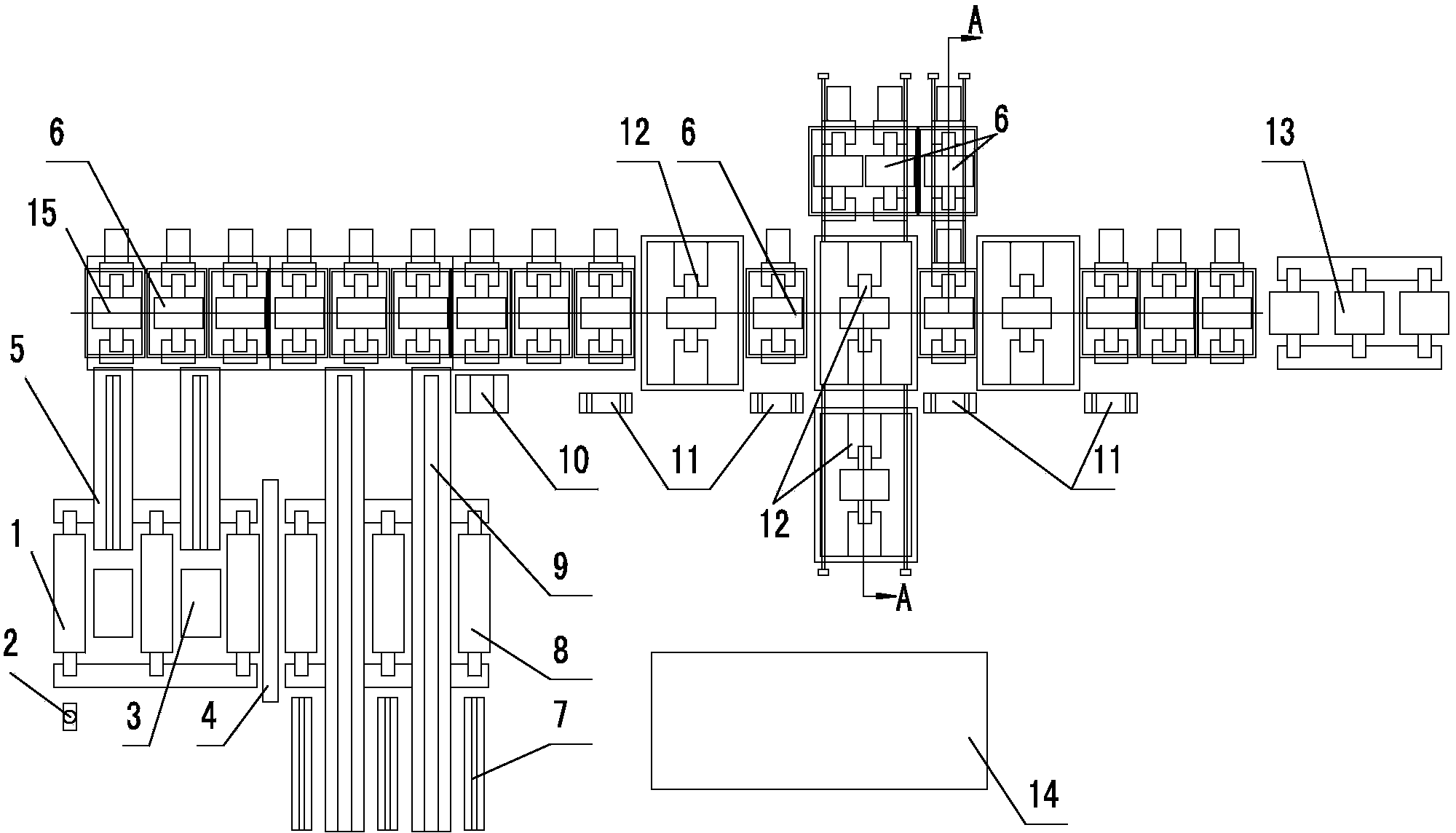
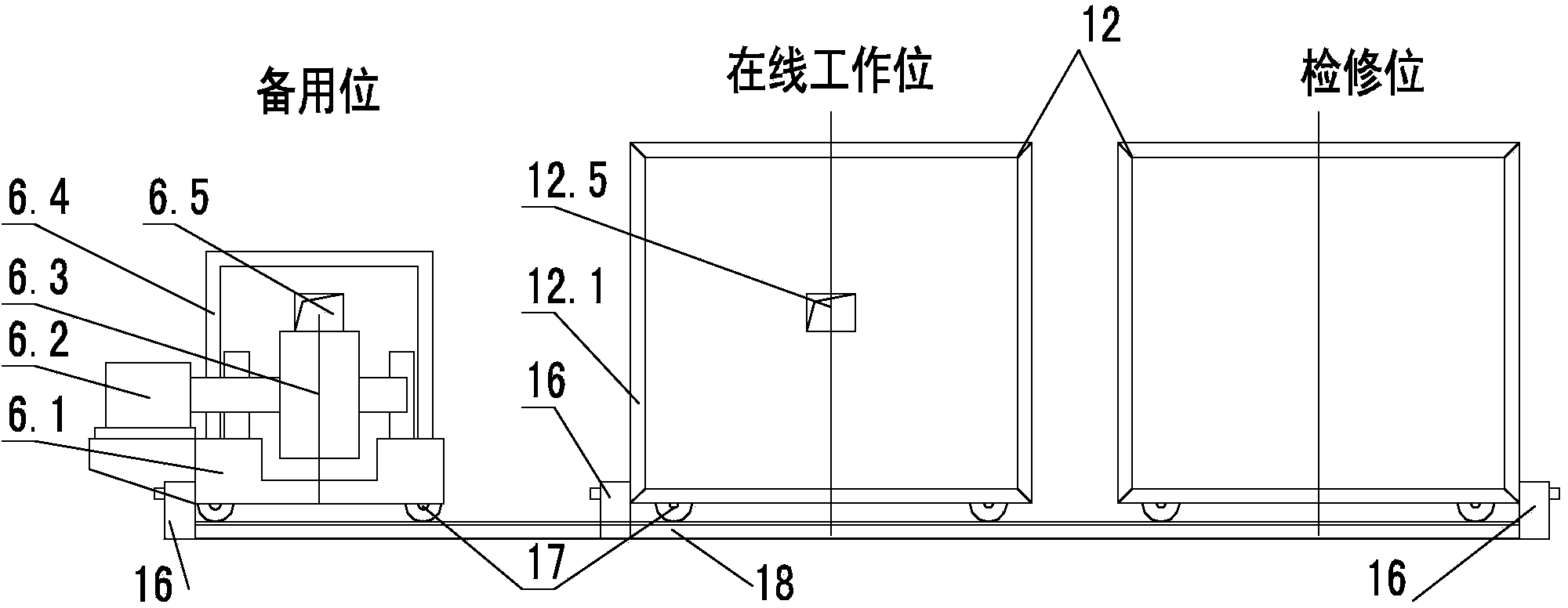
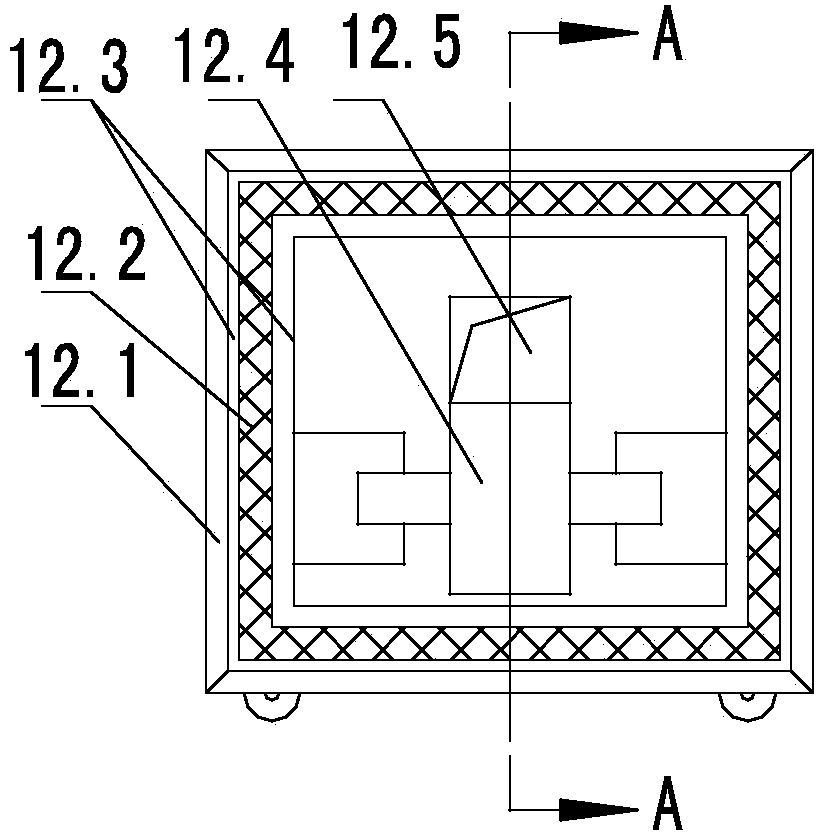
[0022] Below in conjunction with accompanying drawing and embodiment the present invention will be further described:
[0023] like Figure 1-4 As shown, a continuous casting and rolling integrated device implemented according to the present invention mainly includes a billet discharge roller table 1, which is characterized in that: an online weighing device 3 and a sizing detection device 2 are arranged in the billet discharge area of the billet discharge roller table 1 1. The blanking roller table 1 and the transitional roller table 8 are connected in a straight line, and a movable baffle 4 that can be automatically raised and lowered is set at the docking point; The roller table 6 is docked with the billet splitting device 5 with a thermal insulation device and can move the billet from the billet roller table 1 to the hot delivery roller table 6 through the billet splitting device 5; the transition roller table 8 (the billet roller The transitional cooling bed 7 is set o...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More