

After-forged heat treatment technique of 9Cr2MoV chilled roll steel
A technology for post-forging heat treatment and cold rolling of roll steel, applied in heat treatment furnaces, heat treatment equipment, manufacturing tools, etc., can solve problems that cannot be completely eliminated, roll cracking, cracking, etc., and achieve reduced deformation and cracking, uniform structure and hardness, high The effect of yield
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
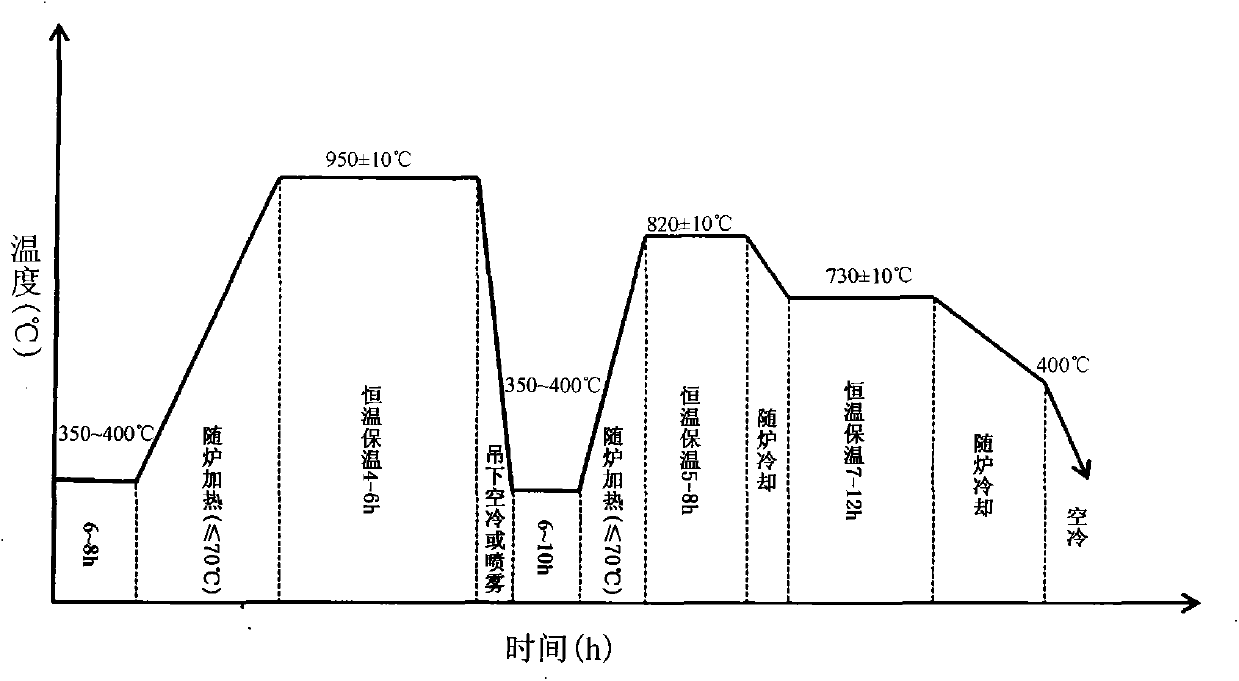
[0016] Embodiment 1, the post-forging heat treatment process of a kind of cold rolling roll is characterized in that: the material of the cold rolling roll is 9Cr2MoV steel, and its post-forging heat treatment method includes normalizing and spheroidizing annealing processes, and its heat treatment steps are as follows:
[0017] (1) Normalizing stage: After the cold roll forging is cooled to 350°C by spray water, it is heated to 950°C in a heat treatment furnace for 5 hours, and then hung down and sprayed with water to cool to 400°C.
[0018] (2) Spheroidizing and tempering stage: heat the cold roll cooled by sprayed water to 820°C in a heating furnace, cool to 730°C with the furnace after a holding time of 7 hours, and cool to 400°C with the furnace after a holding time of 10 hours. Then hang to air cool to room temperature.
Embodiment 2
[0019] Embodiment 2, the post-forging heat treatment process of a kind of cold rolling roll is characterized in that: the material of the cold rolling roll is 9Cr2MoV steel, and its post-forging heat treatment method includes normalizing and spheroidizing annealing process, and its heat treatment steps are as follows:
[0020] (1) Normalizing stage: After the cold roll forging is cooled to 450°C by sprayed water, it is heated to 960°C in a heat treatment furnace for 4 hours, and then hung down by sprayed water to cool to 400°C.
[0021] (2) Spheroidizing and tempering stage: heat the spray-cooled cold roll to 830°C in a heating furnace, cool it to 720°C with the furnace after a holding time of 4 hours, and cool it to 400°C with the furnace after a holding time of 8 hours, and then hang it Air cool to room temperature.
[0022] The microstructure and hardness obtained by the optimized post-forging heat treatment process are relatively uniform, which reduces the deformation and ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More