

Casting method for large thin-wall valve body steel casting
A technology of steel castings and valve bodies, which is applied in the casting field of large thin-walled valve body steel castings, can solve the problems of large wood, consumption, and large manpower, and achieve the goals of improving production efficiency, meeting technical requirements, and reducing production costs Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
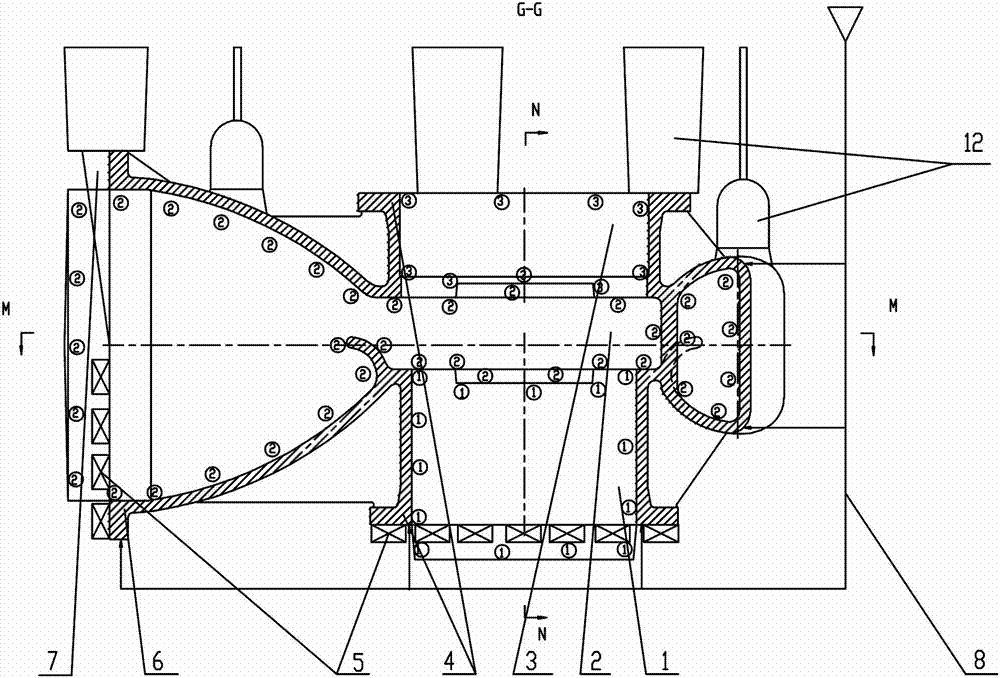
[0049] Such as Figure 1~6 Among them, a casting method of a large thin-walled valve body casting, comprising the following steps:
[0050] 1. Solid composite model making
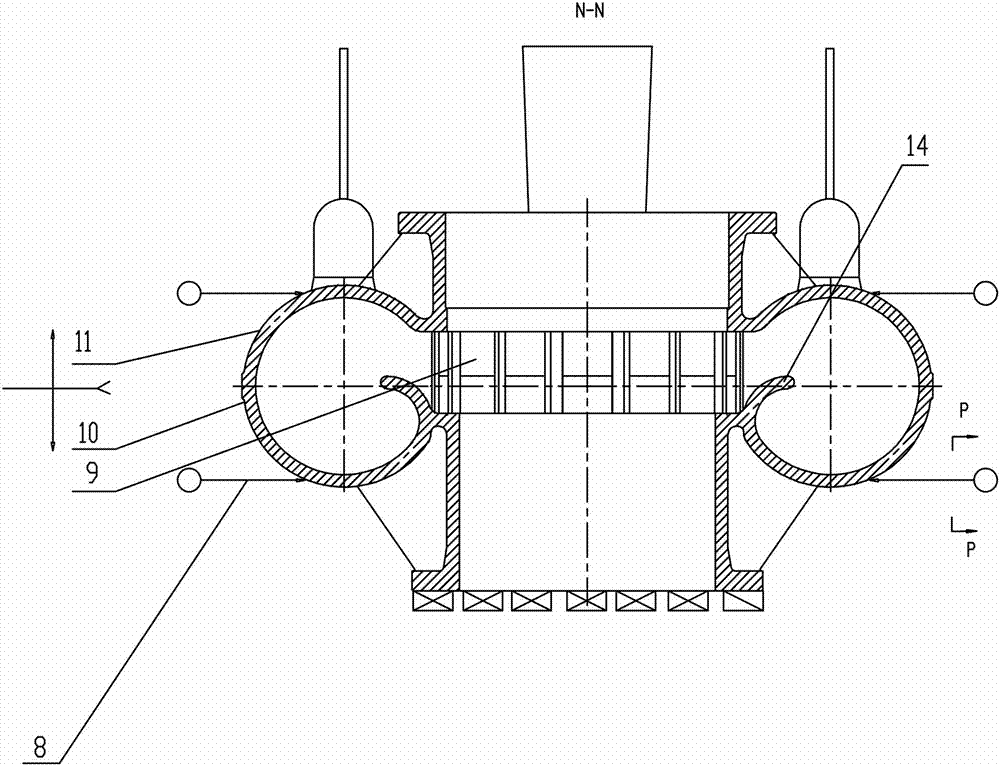
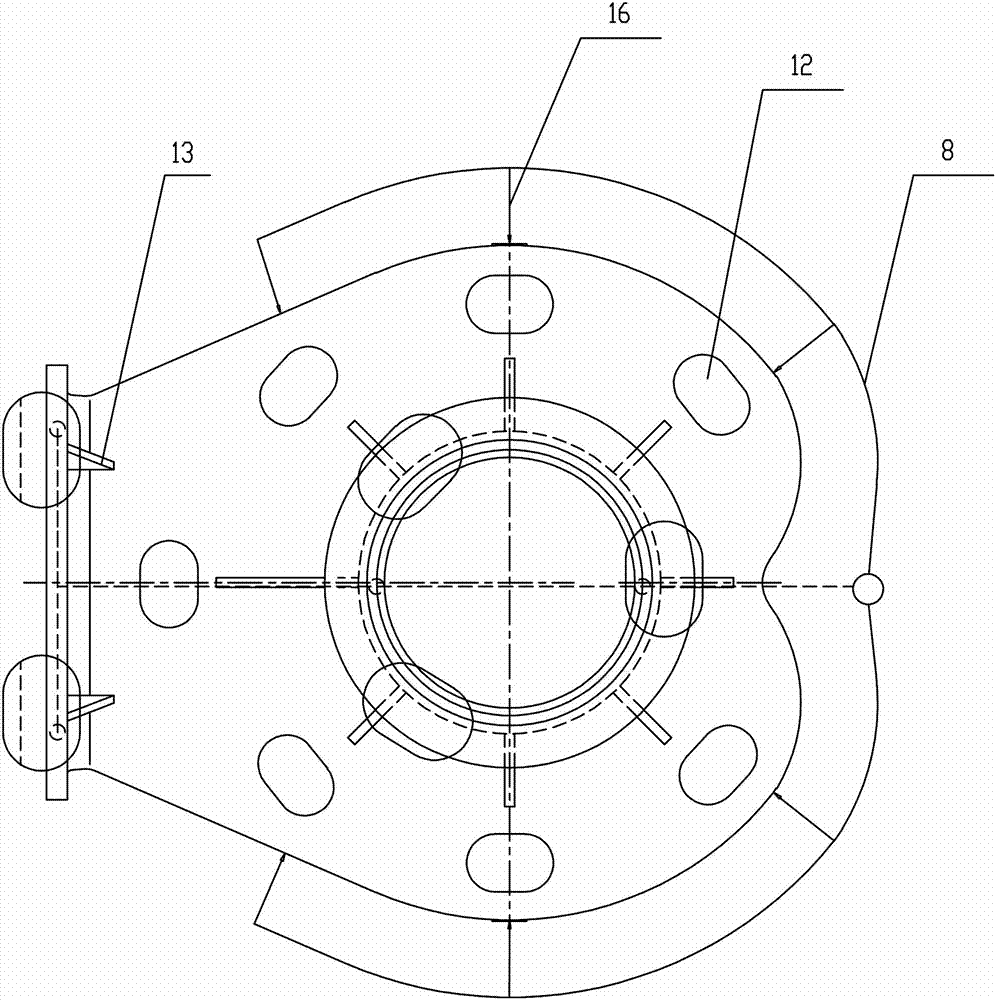
[0051] The casting process is compiled according to the 650 hydraulic mechanical equipment valve body drawings, and the process diagram is as follows figure 1 , figure 2 , image 3 shown.
[0052] Use wood to make the overall skeleton of the upper half valve body 11, the outer mold of the lower half valve body 10, and the second core box 2 and an irregular cross-section model, fill the space between the skeleton and the model with mixed filler, tamp it down, and repair the filler smoothly , after meeting the size requirements, it will harden naturally; the ratio of the model mixed filler is 1:1 by volume between magnesium oxide and wood chips, and the amount of magnesium chloride aqueous solution is added so that the mixture can be squeezed out by hand, and the original shape can be restored after le...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More