

Design method of pouring for adc6 aluminum alloy die-casting mold with peninsula thin-wall structure
An ADC6, thin-walled structure technology, applied in the field of forming and processing of metal parts, can solve the problems of shortening the flow distance, difficult mold design, difficult to form thin-walled parts, etc., to reduce the pressure loss of die casting, good die casting effect, mechanical Easy to process effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
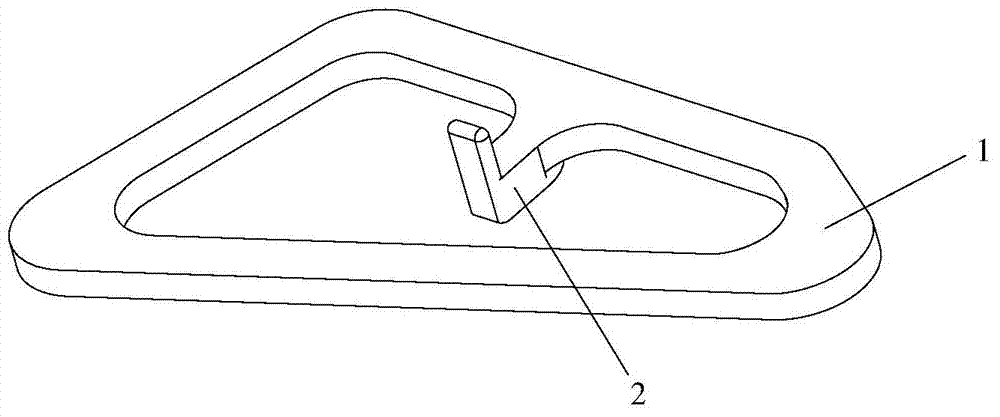
[0033] Such as figure 1 As shown, the ADC6 aluminum alloy parts with a peninsula thin-wall structure, including the mold body 1 and the peninsula structure 2, the design of its pouring method includes the following steps:
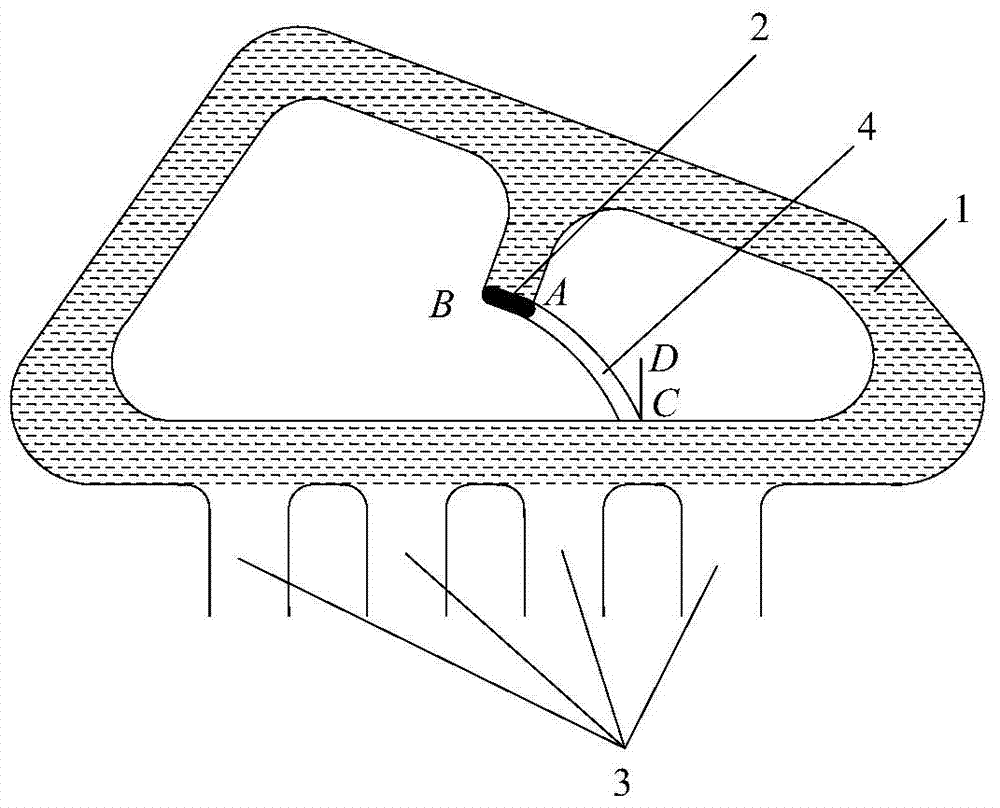
[0034] Step 1: According to the die-casting process and mold design rules, design several gates 3 of the mold body, such as figure 2 shown;
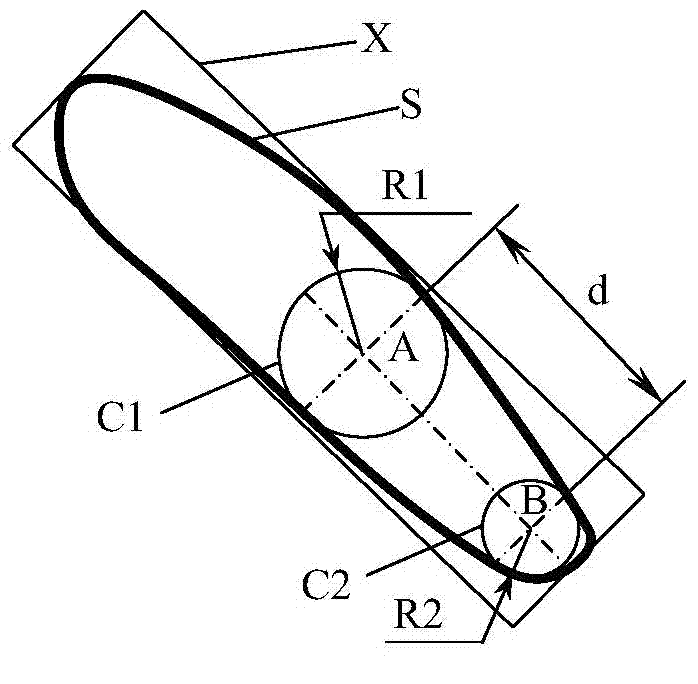
[0035] Step 2: If Figure 3a to Figure 3d As shown, make the enveloping rectangle X of the peninsula contour S; and make the largest inscribed circle C1 and the smallest inscribed circle C2 according to the peninsula outline S and the enveloping rectangle X, and set their radii as R1 and R2 respectively, and the center-to-center distance as d ; Take the line connecting the centers of C1 and C2 as the main direction vector of the peninsula outline, and record it as a vector
[0036] Step 3: Go through the center of circles C1 and C2 and be perpendicular to the vector Take four points E, F, G, and H on the midpo...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More