Manufacturing method for hot-shaped die
A manufacturing method and thermal shaping technology, applied in the field of mold manufacturing, can solve problems such as unstable quality, poor toughness, and insufficient process precision
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0020] In order to further understand the features, technical means, and specific objectives and functions achieved by the present invention, the present invention will be further described in detail below in conjunction with the accompanying drawings and specific embodiments.
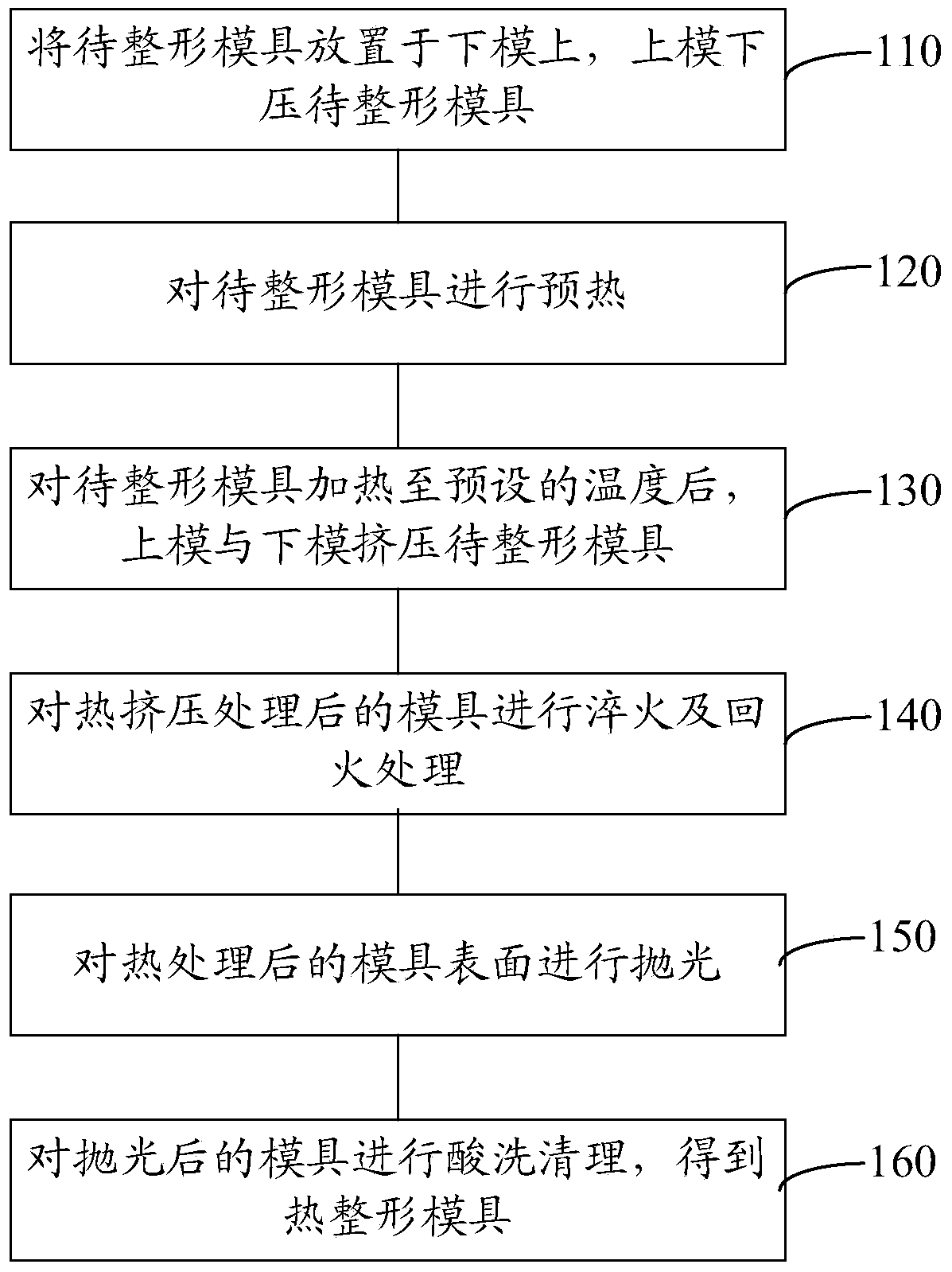
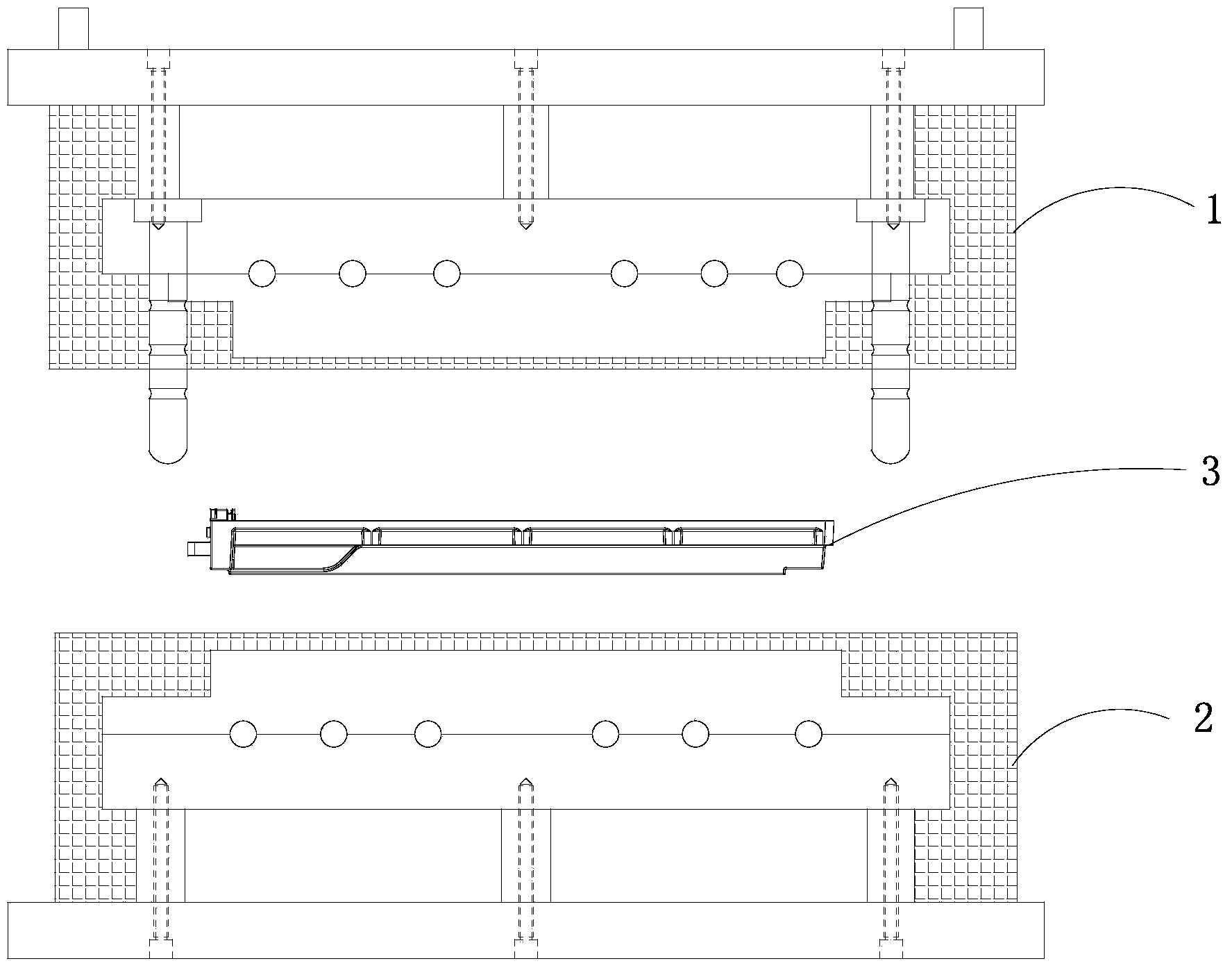
[0021] see figure 1 with figure 2 , the invention discloses a method for manufacturing a thermal shaping mold, comprising the steps of:
[0022] Step 100, blanking, placing the mold 3 to be shaped on the lower mold 2, and the upper mold 1 to press the mold 3 to be shaped.
[0023] Step 110, preheating, preheating the mold 3 to be shaped.
[0024] Step 120, hot extrusion. After the mold 3 to be shaped is heated to a preset temperature, the upper mold 1 and the lower mold 2 squeeze the mold 3 to be shaped. The preset temperature is 600°C-800°C, so that the mold is in a high temperature state, Reduce the internal stress of the mold and flatten the mold so that the deformed mold does not spring back af...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More