Equipment and method for continuous casting and rolling of bimetallic composite plate and strip using single machine and two streams
A composite strip, bimetal technology, applied in metal rolling and other directions, can solve problems such as shortening the process flow, and achieve the effect of shortening the process flow, strong controllability, and improving the interface composite effect and plate quality.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
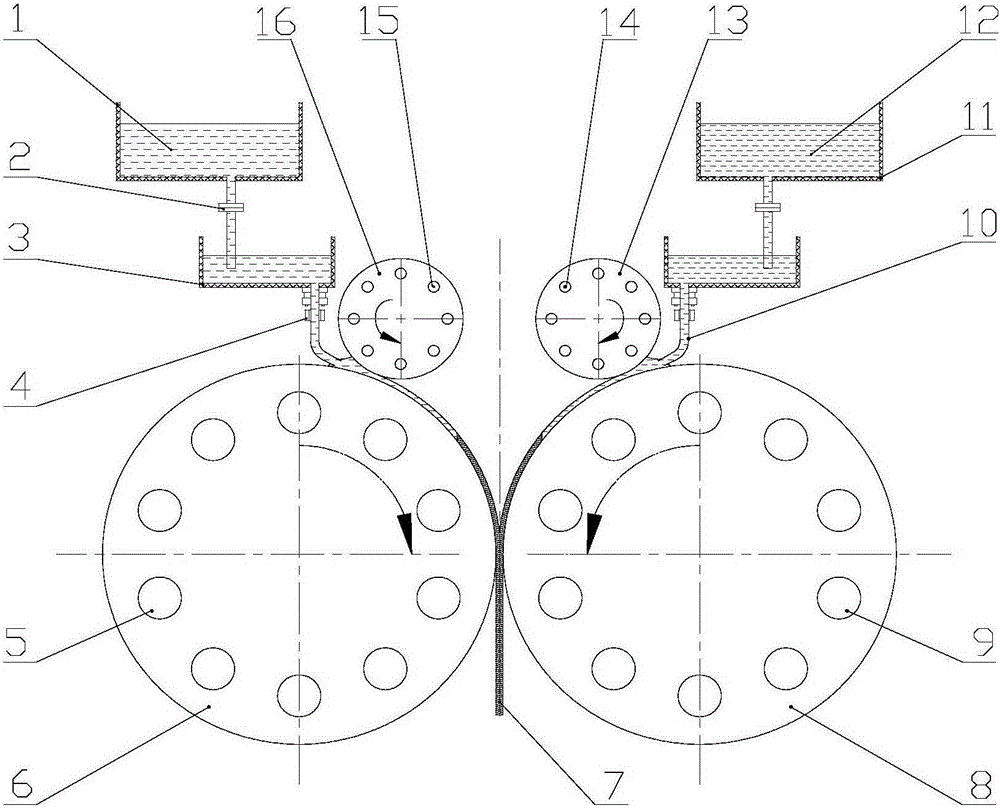
[0020] Taking the copper-aluminum composite board as an example, the method of the present invention is used to process the copper-aluminum composite board. Metal A is made of industrial red copper, and metal B is made of industrial pure aluminum. The size of the composite product is 2mm, and the copper-aluminum thickness ratio is about 1:3. The product width is 300mm. According to the thickness specification of the finished product, the roll gap between the main casting roll (left) 6 and the main casting roll (right) 8 is set to 2 mm, and the composite rolling reduction rate is 50%. Considering the reduction distribution relationship of two different metals, set the roll gap value between the main casting roll (left) 6 and the auxiliary casting roll (left) 16 to 0.94mm, and the main casting roll (right) 8 and the auxiliary casting roll (Right) The roll gap value between 13 and 3.06mm. The speed ratio of the main casting roll and the auxiliary casting roll is controlled to be...
Embodiment 2
[0022] Taking the copper-aluminum composite board as an example, the method of the present invention is used to process the copper-aluminum composite board. Metal A is made of industrial red copper, and metal B is made of industrial pure aluminum. The size of the composite product is 3mm, and the copper-aluminum thickness ratio is about 1:3. The product width is 350mm. According to the thickness specification of the finished product, the roll gap between the main casting roll (left) 6 and the main casting roll (right) 8 is set to 3 mm, and the composite rolling reduction rate is 60%. Considering the reduction distribution relationship of two different metals, set the roll gap value between the main casting roll (left) 6 and the auxiliary casting roll (left) 16 to 1.85mm, and the main casting roll (right) 8 and the auxiliary casting roll (Right) The roll gap value between No. 13 is 5.65mm. The speed ratio of the main casting roll and the auxiliary casting roll is controlled to...
Embodiment 3
[0024]Taking carbon steel-stainless steel composite plate as an example, adopt the method of the present invention to process carbon steel-stainless steel composite plate, metal A selects Q235 carbon steel for use, metal B selects 304 stainless steel for use, and its composite product size is 3mm, and thickness ratio is about 1 :1, the product width is 300mm. According to the thickness specification of the finished product, the roll gap between the main casting roll (left) 6 and the main casting roll (right) 8 is set to 3 mm, and the composite rolling reduction rate is 50%. Set the roll gap value between the main casting roll (left) 6 and the auxiliary casting roll (left) 16 to 3.15mm, and the roll gap value between the main casting roll (right) 8 and the auxiliary casting roll (right) 13 to 2.85mm . The speed ratio of the main casting roll and the auxiliary casting roll is controlled to be 0.9, the cooling water pressure in each casting roll is 0.5 MPa, and the casting machi...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More