

A production control method of narrow strip steel for die cutting
A production control method and technology for narrow strip steel, applied in the field of metallurgy, can solve the problems of small enterprise scale, poor steel quality, single variety, etc., and achieve the effect of improving load capacity, good bending performance and improving production efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
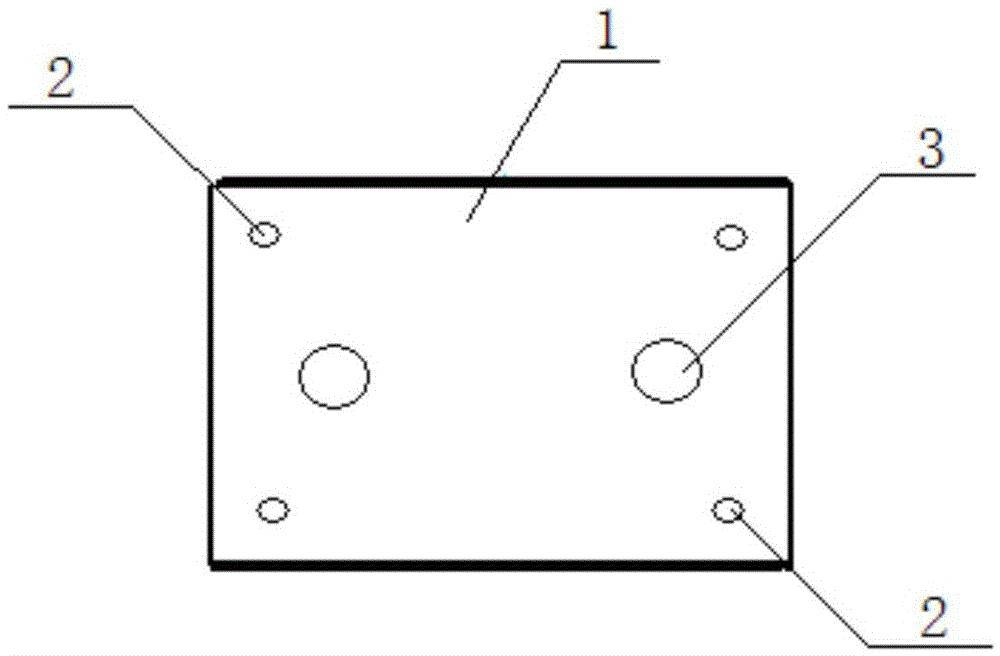
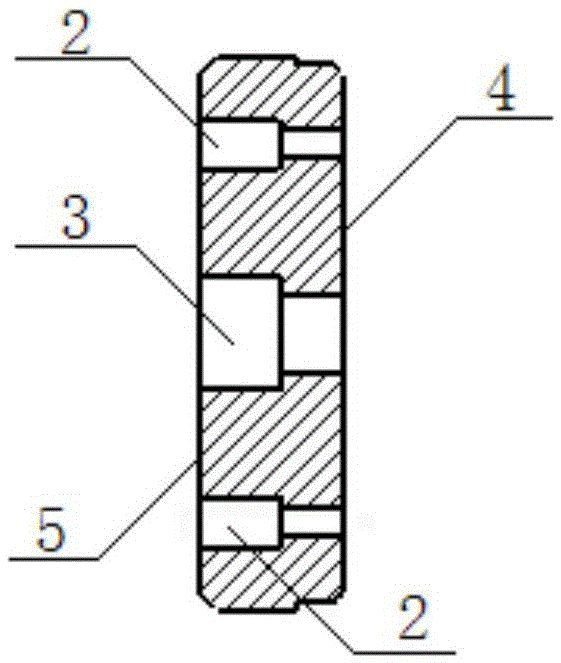
[0037] This embodiment provides a production control method of narrow strip steel for die cutting. This method produces high-strength narrow strip steel for die cutting through temperature control, controlled rolling, and improving the backing plate structure of the lower rollers of the finishing mill. The specific operations are as follows :
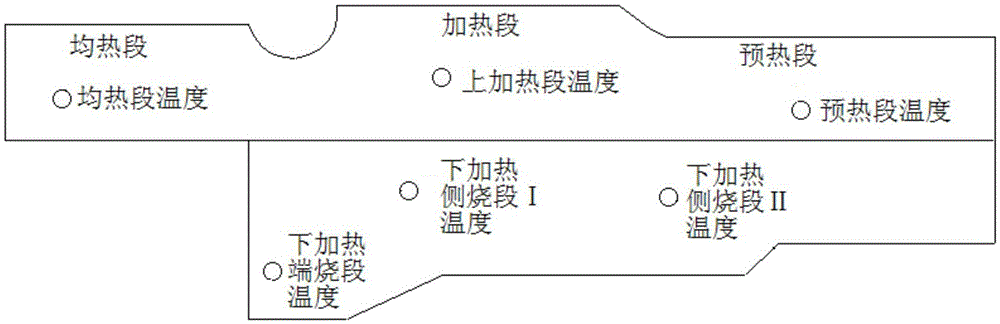
[0038] (1) Temperature control process
[0039] (1) First send the stainless steel billet with a diameter of 500mm and a thickness of 37mm into the heating furnace for preheating, and the temperature in the preheating section is controlled at 600°C;
[0040] (2) After the internal and external temperature of the preheated stainless steel billet in step (1) is the same, it is sent to the heating section for heating. The temperature is 1250°C, the temperature of the lower heating end firing section II is 1100°C, and the position of the temperature of the lower heating end firing section I is between the temperature of the lower heating s...
Embodiment 2
[0053] This example provides a method for controlling the production of narrow strip steel for die cutting. This method produces high-strength narrow strip steel for die cutting through temperature control, controlled rolling, and improving the backing plate structure of the lower rollers of the finishing mill. The specific operations are as follows :
[0054] (1) Temperature control process
[0055] (1) First send the stainless steel billet with a diameter of 500mm and a thickness of 37mm into the heating furnace for preheating, and the temperature in the preheating section is controlled at 700°C;
[0056] (2) After the internal and external temperature of the preheated stainless steel billet in step (1) is the same, it is sent to the heating section for heating. The temperature is 1200°C, the temperature of the lower heating end firing section II is 1200°C, and the position of the temperature of the lower heating end firing section I is between the temperature of the lower ...
Embodiment 3
[0068] This example provides a method for controlling the production of narrow strip steel for die cutting. This method produces high-strength narrow strip steel for die cutting through temperature control, controlled rolling, and improving the backing plate structure of the lower rollers of the finishing mill. The specific operations are as follows :
[0069] (1) Temperature control process
[0070] (1) First send the stainless steel billet with a diameter of 500mm and a thickness of 37mm into the heating furnace for preheating, and the preheating temperature is controlled at 750°C;
[0071] (2) After the internal and external temperature of the preheated stainless steel billet in step (1) is the same, it is sent to the heating section for heating. The temperature of I is 1300°C, the temperature of lower heating end firing section II is 1150°C, and the position of the temperature of lower heating end burning section I is between the temperature of lower heating side burning ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More