

Method for V-method shaping anti-gravity pouring of aluminum alloy casting
A technology of anti-gravity pouring and aluminum alloy castings, which is applied in the direction of casting molding equipment, casting molds, and casting mold components. Excellent quality, good internal quality effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
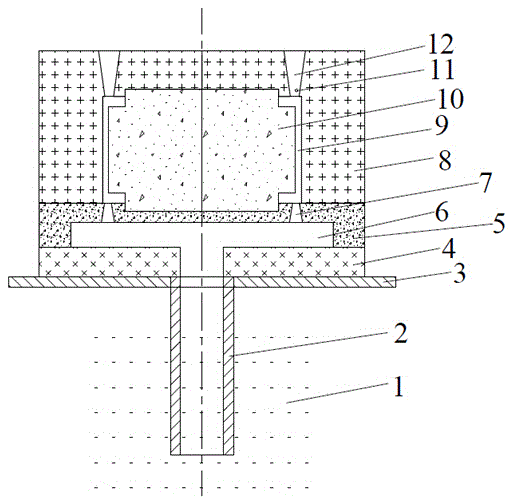
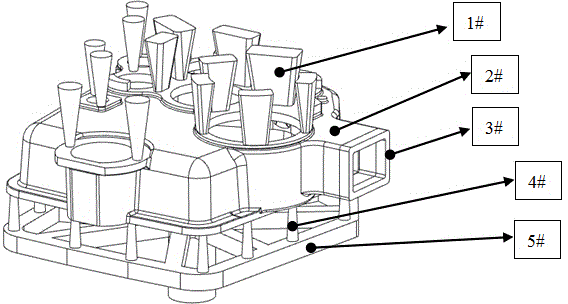
[0027] Take the V-method molding 8 low-pressure pouring of a box aluminum casting 9 as an example, see figure 2 and image 3 shown.
[0028] (1) Model preparation: The outer skin of the casting 9 adopts the V method model, and the model is placed on a negative pressure box with a hollow structure and an air extraction hole. The model has the shape of the aluminum casting 9 of the box and has an air extraction hole. When the vacuum acts, these The holes help keep the membrane snug on the model. Casting 9 sand core adopts aluminum core box structure model.
[0029] (2) Heating film: Place the EVA film under the baking film device and heat it quickly. The heating temperature is 80-120°C, and the mirror surface of the EVA film will sag by 300mm-500mm.
[0030] (3) Coating: Cover the heated EVA film with drooping mirror surface on the model with the shape of the part and with air holes, and vacuum pump (vacuum degree 0.03-0.05MPa) to make the EVA film closely adhere to the mode...
Embodiment 2
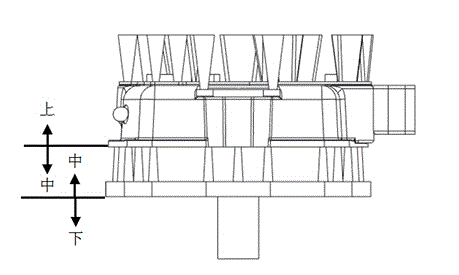
[0044] Take the low-pressure pouring of the V method shape 8 of a barrel-shaped aluminum casting 9 as an example, see Figure 4 shown.
[0045] (1) Model preparation: The outer skin of the casting 9 adopts the V method model, and the model is placed on a negative pressure box with a hollow structure and an air extraction hole. The model has the shape of a barrel aluminum casting and has an air extraction hole. When the vacuum acts, these holes have Helps keep the film tight to the model. Casting 9 sand core adopts aluminum core box structure model.
[0046] (2) Heating film: Place the EVA film under the film baker and heat it quickly. The heating temperature is 80-110°C, and the mirror surface of the EVA film will sag by 300mm-500mm.
[0047] (3) Coating: Cover the heated EVA film with drooping mirror surface on the model with the shape of the part and with air holes, and vacuum pump (vacuum degree 0.03-0.05MPa) to make the EVA film closely adhere to the model. Secure the 1...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More