

FSW (Friction-stir Welding) method assisted by heat source
A technology of friction welding and auxiliary stirring, which is applied in welding equipment, non-electric welding equipment, metal processing equipment, etc., and can solve the problems of expensive stirring head, low service life, unfavorable batch and large-scale application, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
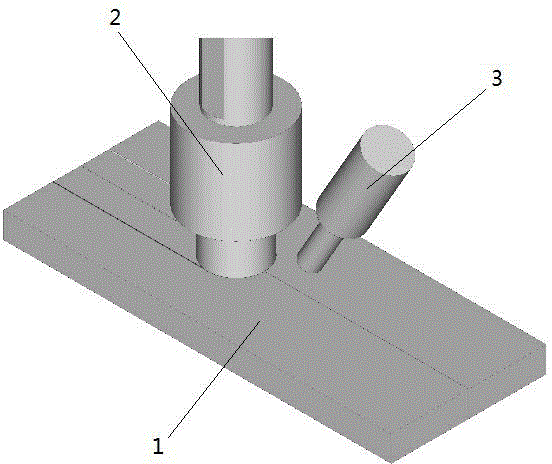
[0031]The thickness of TC4 to be welded is 10mm, and auxiliary heating and friction stirring heads 2 are arranged in sequence along the welding direction; the auxiliary heat source comes from electric arc or plasma, and the included angle between the center line of arc or plasma gun and the vertical direction of the upper surface of TC4 plate (forward Angle) is α=30°, the auxiliary heat source parameters are: maximum current 500A (welding current is 170A), shielding gas: argon, electrode protrusion length: 15 ~ 17mm, electrode distance: 2mm, TIG torch angle: forward Angle 30 °, tungsten electrode (negative): diameter 4mm, electrode rod front end angle 60 °; The center line of the friction stirring head is the same as the included angle of the vertical direction on the TC4 board surface, where θ=2.5 °; The distance between the action point of the auxiliary heat source and the action point of the friction stirring head on the surface of the stainless steel plate is 15mm, the movi...
Embodiment 2
[0033] The material to be welded is copper plate (T1) and aluminum plate (6063) with a thickness of 10mm butt joint, and auxiliary heating (alloyed welding wire as electrode) and friction stirring head 2 are arranged in sequence along the welding direction; the auxiliary heat source comes from MIG, and the center line of the welding torch is the same as The included angle (advance angle) of the vertical direction on the surface of the test plate is α=30°, the parameters of the auxiliary heat source are: the maximum current is 500A (the welding current is 170A), the shielding gas: argon, the protruding length of the alloyed welding wire: 15 ~ 17mm, electrode distance: 2mm, MIG torch angle: advance angle 30°, wire electrode (negative): diameter 3mm, electrode rod front end angle 60°; the center line of the friction stirring head is perpendicular to the surface of the TC4 plate The included angle is θ, wherein θ=2.5°; the distance between the point of action of the auxiliary heat ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More