Composite heat treatment process for improving surface compactness of nitro-carburizing strengthened layer
A composite heat treatment and nitrocarburizing technology, which is applied in metal material coating process, coating, solid-state diffusion coating, etc., can solve the problem of prolonging the austenitizing treatment time, decreasing the compactness, and increasing the nitrogen loss and other problems, to achieve the effect of improving surface compactness and comprehensive performance, improving brittle toughness and wear resistance, and improving brittle toughness and wear resistance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
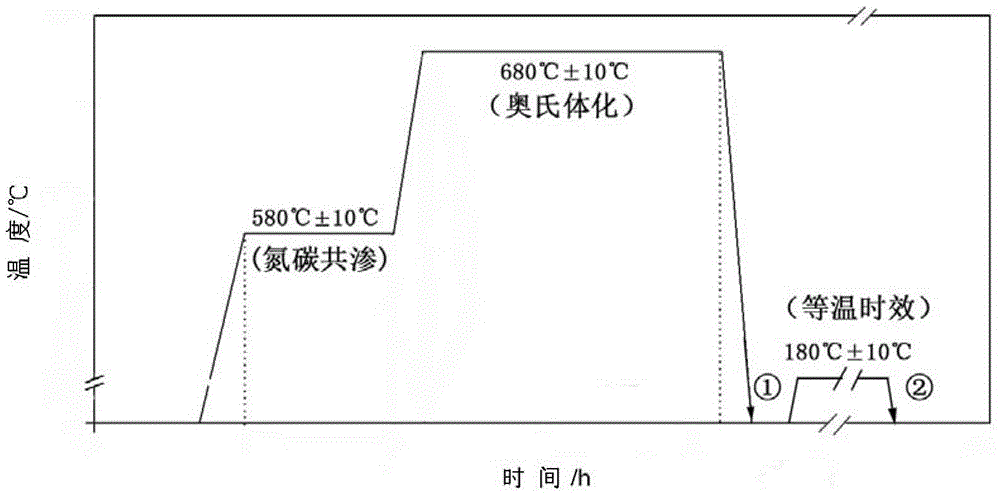
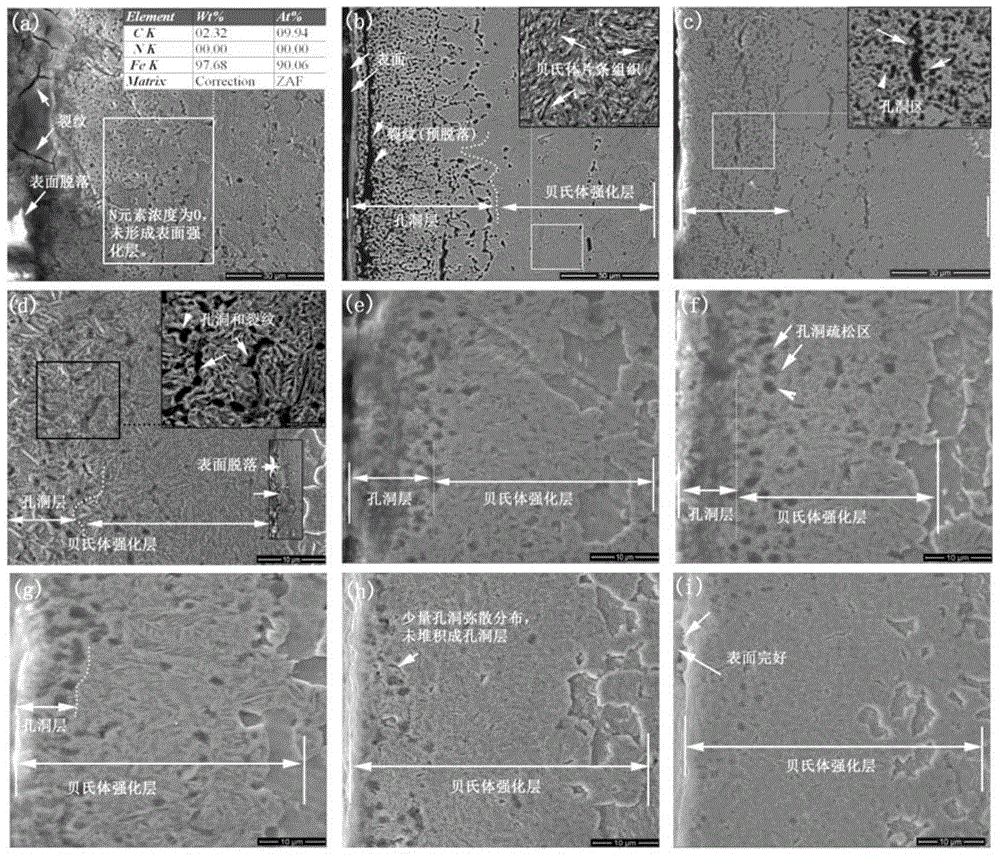
[0077] The samples are No. 10 carbon steel, there are 9 groups of samples, the sample numbers are in sequence: ai, after 580℃±10℃ ferrite nitrocarburizing, the furnace is heated to 680℃±10℃, and the austenite is protected by nitrogen After body treatment for 2h, water quenching, then 180℃±10℃ isothermal aging for 14h, the specific process parameters and sample strengthening layer situation are shown in Table 1 (the thickness of the hole layer is adopted FEI Quanta200 type Observed by scanning electron microscope and measured with an electronic ruler, each value is taken from 20 measurement data and the average value; the surface hardness is adopted HV-1000Z type Microhardness tester test, the experimental load is 0.49N, the duration is 15s, each value is the average of 20 test points);
[0078] Table 1
[0079]
[0080] use FEI Quanta200 type Environmental scanning electron microscopy performed secondary topography characterization of the cross-section strengthening layer of 9 gr...
Embodiment 2
[0095] The sample is made of 0Mn12Ni2 alloy steel. The test method and operation steps are the same as those of the plan one. One set of test pieces is heated to 680℃±10℃ in the furnace after 580℃±10℃ ferrite nitrocarburizing. After 2h of aging treatment, water quenching, then 180℃±10℃ isothermal aging for 14h.
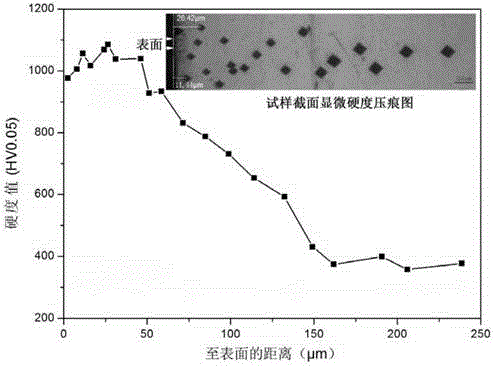
[0096] The nitrocarburizing treatment time is 1h, and the experimental nitriding potential value is 0.42atm -1 / 2 . The microhardness test on the surface and cross-section of the sample by a microhardness tester, the results are shown in the attachment Image 6 , From the attached Image 6 It can be seen that the nitriding potential value K in the nitrocarburizing treatment N 0.42atm -1 / 2 When the nitriding time is 1h, the surface hardness of the specimen reaches 987HV, and the thickness of the strengthening layer is about 100μm.
[0097] From the experimental data and test results of Examples 1 and 2, it can be seen that the method of the present invention for carbon steel...
PUM
| Property | Measurement | Unit |
|---|---|---|
| hardness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More