

Vacuum electron beam welding method for thin-wall titanium alloy box structure with multiple cabin sections
A vacuum electron beam and electron beam welding technology, which is applied in the direction of electron beam welding equipment, welding equipment, welding/welding/cutting items, etc., can solve the problems of large welding deformation, error accumulation, and difficulty in achieving the shape accuracy of the box. To achieve the effect of air tightness
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
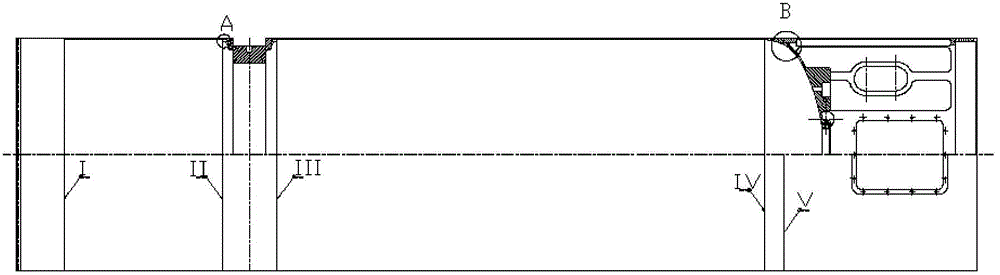
[0084] An electron beam welding method with a total length of 4560mm for a butt weld structure of a thin-walled (2mm) titanium alloy box (outer diameter 480mm) with six compartments and five girth welds.
[0085] Step 1: Preparation before welding
[0086] (1) Pickling the titanium alloy compartment to remove the oxide film and non-metallic impurities on the surface of the parts, and place it in a low-vacuum clean environment to ensure electron beam welding within 24 hours.
[0087] (2) Grind the joints of each component (especially the joint end face) with a wind brush until the metallic luster is exposed, and wipe it clean with a white silk cloth dipped in acetone. No oil, fingerprints, thread ends, impurities, etc. are allowed.
[0088] Step 2: Assembly Tooling
[0089] (1) Pre-set copper skin in the box to prevent the electron beam from damaging the opposite box.
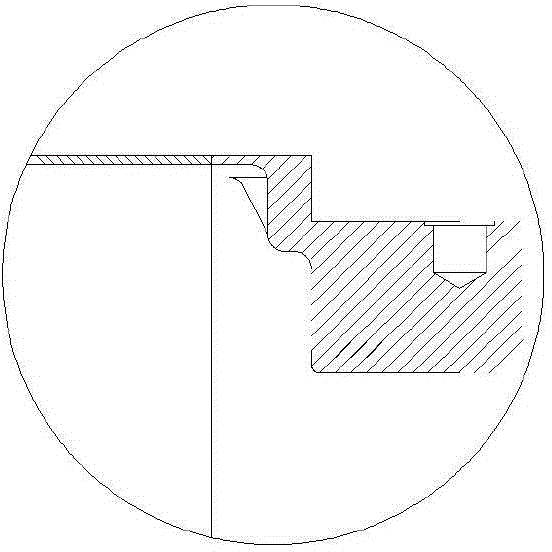
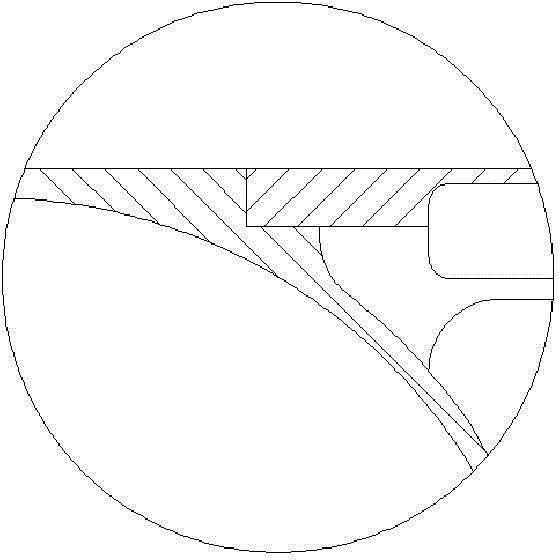
[0090] (2) adopt Figure 4 The ring welding tooling in Figure 5 and the external pressure snap ring toolin...
Embodiment 2
[0106] An electron beam welding method with a total length of 3500mm for a butt weld structure of a thin-walled (3mm) titanium alloy box (outer diameter 600mm) with four compartments and three girth welds.
[0107] Step 1: Preparation before welding
[0108] (1) Pickling the titanium alloy compartment to remove the oxide film and non-metallic impurities on the surface of the parts, and place it in a low-vacuum clean environment to ensure electron beam welding within 24 hours.
[0109] (2) Grind the joints of each component (especially the joint end face) with a wind brush until the metallic luster is exposed, and wipe it clean with a white silk cloth dipped in acetone. No oil, fingerprints, thread ends, impurities, etc. are allowed.
[0110] Step 2: Assembly Tooling
[0111] (1) Pre-set copper skin in the box to prevent the electron beam from damaging the opposite box.
[0112] (2) adopt Figure 4 The girth welding tooling () and Figure 6 The external pressure snap ring t...
Embodiment 3
[0128] An electron beam welding method with a total length of 1500mm for a bottom-locked structure of a thin-walled (1.8mm) titanium alloy box (outer diameter 400mm) with two compartments and one girth weld.
[0129] (1) Pickling the titanium alloy compartment to remove the oxide film and non-metallic impurities on the surface of the parts, and place it in a low-vacuum clean environment to ensure electron beam welding within 24 hours.
[0130] (2) Grind the joints of each component (especially the joint end face) with a wind brush until the metallic luster is exposed, and wipe it clean with a white silk cloth dipped in acetone. No oil, fingerprints, thread ends, impurities, etc. are allowed.
[0131] Step 2: Assembly Tooling
[0132] (1) Pre-set copper skin in the box to prevent the electron beam from damaging the opposite box.
[0133] (2) adopt Figure 4 The girth welding tooling and the external pressure snap ring tooling shown in Figure 5 are used to assemble the compone...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Cylindricity | aaaaa | aaaaa |
| Cylindricity | aaaaa | aaaaa |
| Cylindricity | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More