

DCS redundancy control system for foodstuff grade terpenes resin production line
A terpene resin and redundant control technology, applied in the field of control, can solve the problems of high water volume and energy consumption material consumption in the boiler hot water supply system, reduced yield rate, poor distillation effect, etc., to solve the problem of water volume and energy consumption material consumption Excessively high, increase the product yield, the effect of increasing the yield
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0022] The following will clearly and completely describe the technical solutions in the embodiments of the present invention with reference to the accompanying drawings in the embodiments of the present invention. Obviously, the described embodiments are only some, not all, embodiments of the present invention. Based on the embodiments of the present invention, all other embodiments obtained by persons of ordinary skill in the art without creative efforts fall within the protection scope of the present invention.
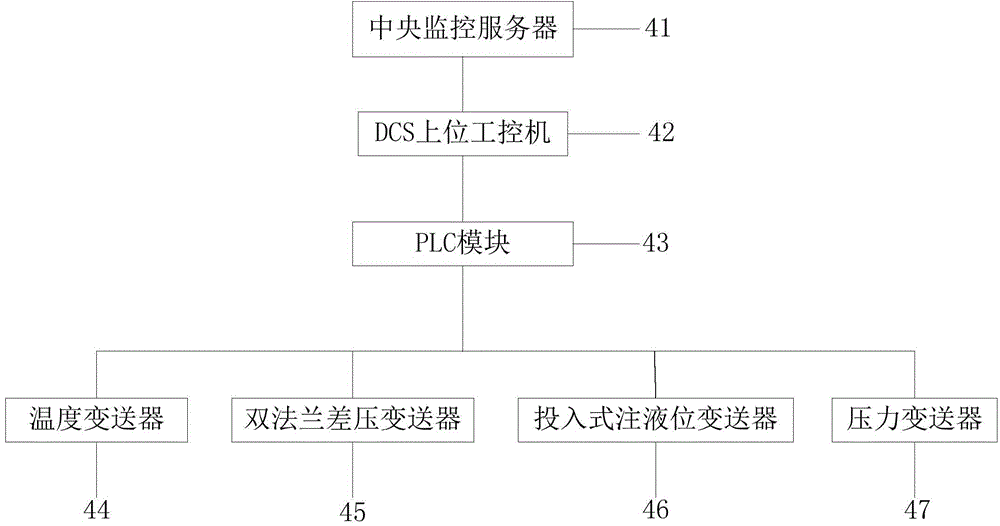
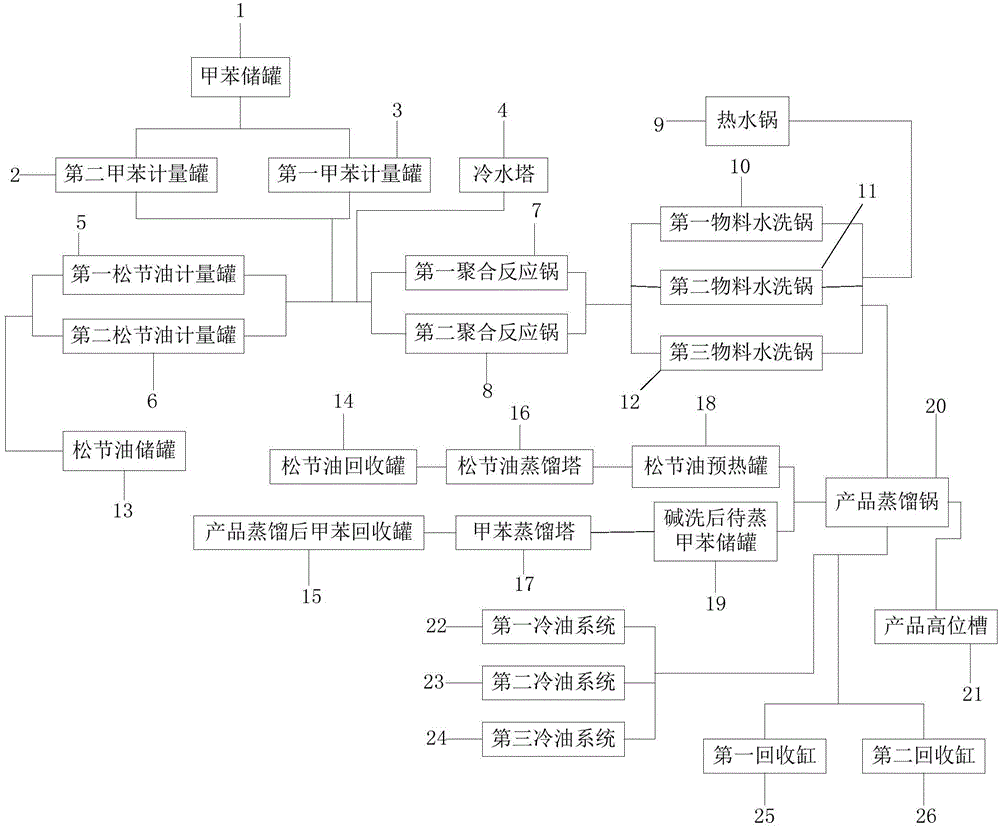
[0023] see figure 1 , figure 2 , the present invention provides that the purpose of the present invention is to provide a DCS redundant control system for a food grade terpene resin production line, including a central monitoring server 41, a DCS upper industrial computer 42, and a PLC module 43 connected in sequence, and the PLC module 43 is connected to There are temperature transmitter 44 , double flange differential pressure transmitter 45 , drop-in liquid le...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More