

Method for preparing CuW/Cu/CuCrZr integrated contact through electron beam welding
A technology for electron beam welding and contacts, which is applied in the direction of electron beam welding equipment, welding equipment, welding/welding/cutting items, etc. It can solve the problems that affect the performance of self-supporting contacts, cannot realize automation, and have low mechanical properties at high temperatures , to achieve stable and reliable product quality, broaden product types, and high welding strength
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0029] The sintered CuW / Cu and CuCrZr are directly subjected to electron beam welding, the welding surface is Cu and CuCrZr, the welding joint is a flat butt joint, the joint gap is 0, and no welding filler material is filled. 45-degree angle weld seam, no need for heat treatment after welding, electron beam welding equipment: THDW-15 electron beam welding machine;
[0030] Welding parameters: ascending gradient: 10s,
[0031] Descent gradient: 15s,
[0032] Rotation speed: 4r / min
[0033] Welding time: 16s,
[0034] Filament: 20A,
[0035] Focus: 330mA,
[0036] Welding beam current: 122mA;
[0037] High voltage: 85Kv,
[0038] Bias voltage: 705V,
[0039] Scanning: X50mA, Y50mA,
[0040] Frequency: 500Hz.
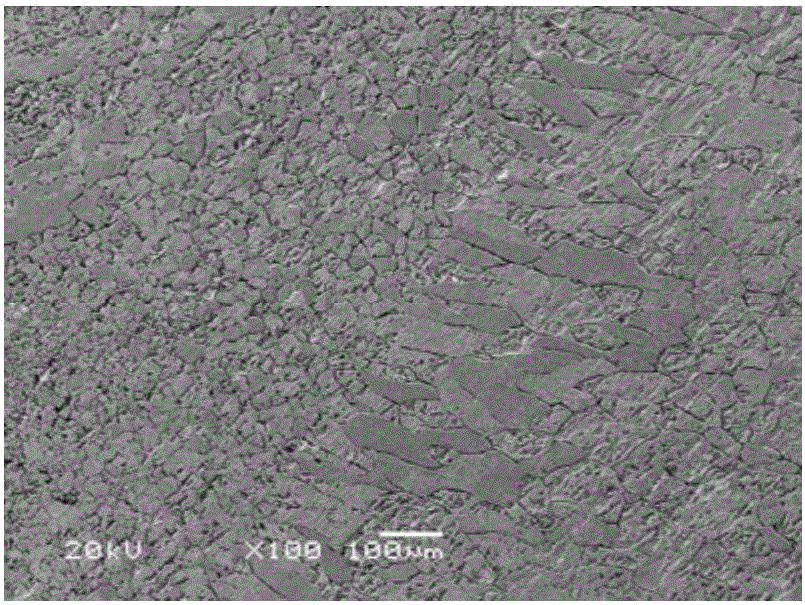
[0041] Observe the welded joint after welding, figure 1 It is a metal welding interface, the connection interface is flat, and there are relatively thick columnar crystals at the weld, but the grain growth is not strong, and has no obvious impact on the performa...
Embodiment 2
[0045] The sintered CuW / Cu and CuCrZr are directly subjected to electron beam welding, the welding surface is Cu and CuCrZr, the welding joint is a flat butt joint, the joint gap is 0, and no welding filler material is filled. 45-degree angle weld seam, no need for heat treatment after welding, electron beam welding equipment: THDW-15 electron beam welding machine;
[0046] Welding parameters: ascending gradient: 10s,
[0047] Descent gradient: 15s,
[0048] Rotation speed: 4r / min
[0049] Welding time: 16s,
[0050] Filament: 19.5A,
[0051] Focus: 340mA,
[0052] Welding beam current: 120mA;
[0053] High voltage: 85Kv,
[0054] Bias voltage: 715V,
[0055] Scanning: X50mA, Y50mA,
[0056] Frequency: 500Hz.
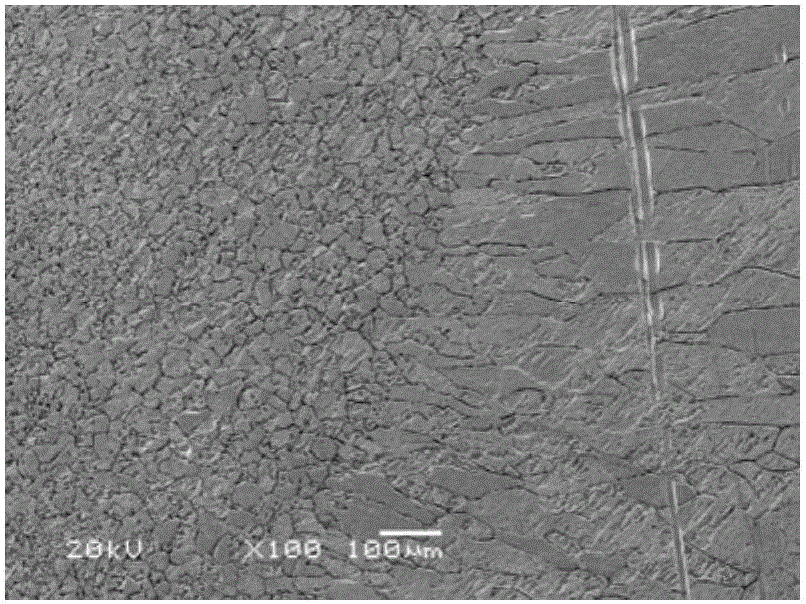
[0057] Observe the welded joint after welding, figure 2 It is a metal welding interface, the connection interface is flat, and there are relatively thick columnar crystals at the weld, but the grain growth is not strong, and has no obvious impact on the perfo...
Embodiment 3
[0061] The sintered CuW / Cu and CuCrZr are directly subjected to electron beam welding, the welding surface is Cu and CuCrZr, the welding joint is a flat butt joint, the joint gap is 0, and no welding filler material is filled. 45-degree angle weld seam, no need for heat treatment after welding, electron beam welding equipment: THDW-15 electron beam welding machine;
[0062] Welding parameters: ascending gradient: 10s,
[0063] Descent gradient: 15s,
[0064] Rotation speed: 4r / min
[0065] Welding time: 16s,
[0066] Filament: 19.0A,
[0067] Focus: 350mA,
[0068] Welding beam current: 125mA;
[0069] High voltage: 85Kv,
[0070] Bias voltage: 725V,
[0071] Scanning: X50mA, Y50mA,
[0072] Frequency: 500Hz.
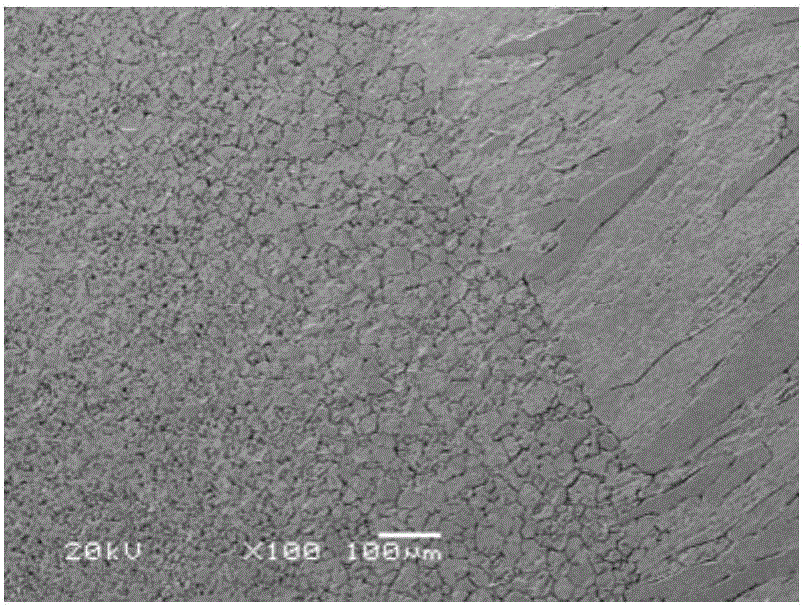
[0073] Observe the welded joint after welding, image 3 It is a metal welding interface, the connection interface is flat, and there are relatively thick columnar crystals at the weld, but the grain growth is not strong, and has no obvious impact on the performa...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More