

Brute-force hot-spinning accurate plastic forming method for hollow train shaft workblank
A technology for plastic forming and train axles, which is applied to vehicle parts, transportation and packaging, etc. It can solve the problems of complex manufacturing process and difficulty in manufacturing hollow train axle molds, and achieve the effects of simple manufacturing process, reduced equipment investment, and dense organization
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0032] The present invention will be further described below in conjunction with specific embodiments and accompanying drawings.
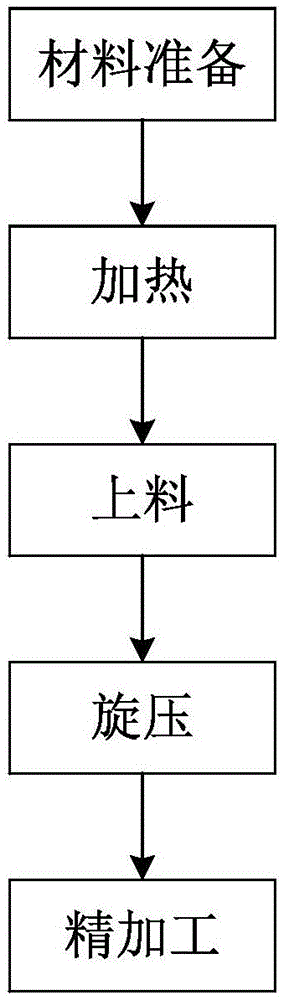
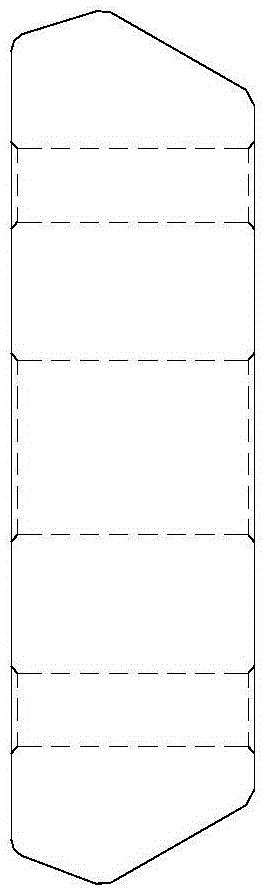
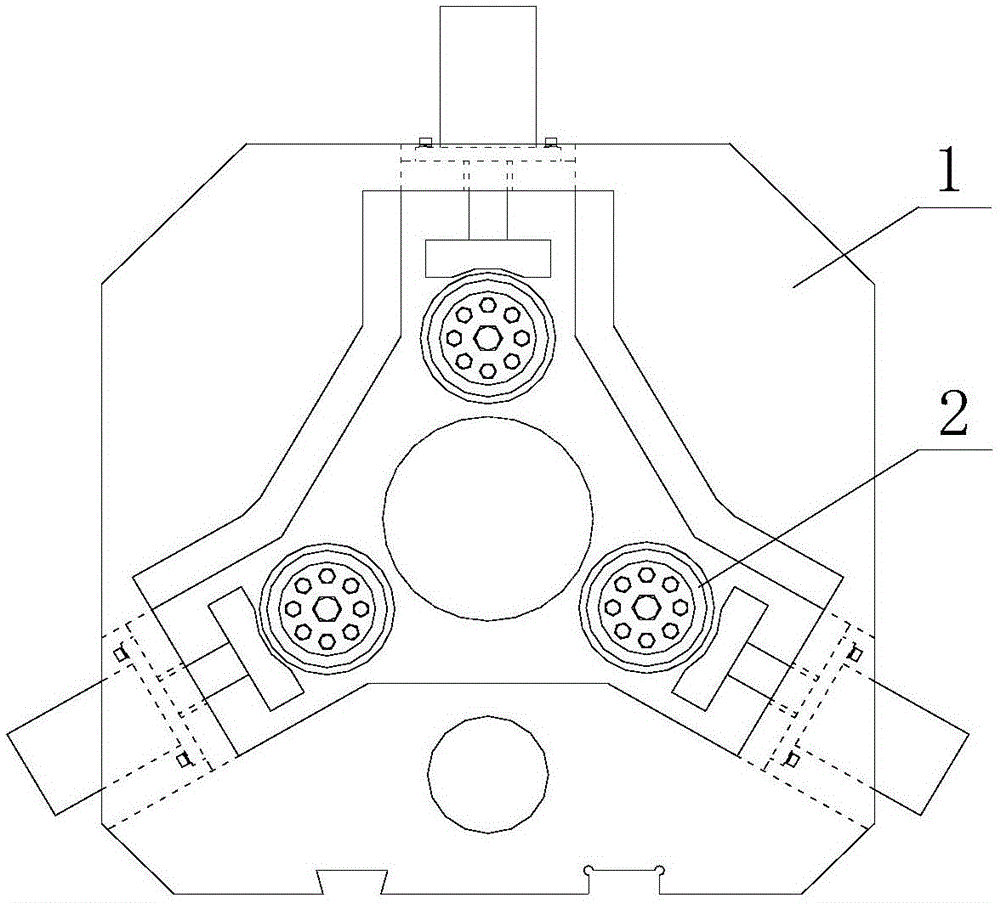
[0033] Such as Figure 1-3 shown, depending on the product model, the prepared diameter is For a seamless steel pipe with a length of 1746mm and a wall thickness of 80mm, the steel pipe blank is heated to 1150°C±20°C, and the blank is installed on the core mold of the powerful spinning equipment through an automatic feeding device, and the blank and the core are connected by the automatic clamping device. One end of the mold is fixed on the spindle of the spinning machine for rolling. Set the spinning wheel 2 forming angle α=26.5°, shaping angle β=15°, eccentricity C=10mm, and spinning wheel 2 forming fillet radius ρ=7mm. The spindle of the spinning machine drives the blank to rotate, and the three spinning wheels 2 simultaneously spin the workpiece at an angle of 120°. The three spinning wheels 2 are installed on the integral spinner frame 1, a...
PUM
| Property | Measurement | Unit |
|---|---|---|
| length | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More