

Welding structure for inner container longitudinal seam of stainless steel gas cylinder and welding method
A welding structure and welding method technology, applied in welding connection methods, welding/welding/cutting items, welding equipment, etc., can solve the problem of high technical level requirements of welding operators, high post-investment and maintenance costs, and plasma arc welding equipment. Expensive and other problems, to achieve the effect of low cost of use and maintenance, prevention of welding hot crack defects, and prevention of incomplete fusion and incomplete penetration defects
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
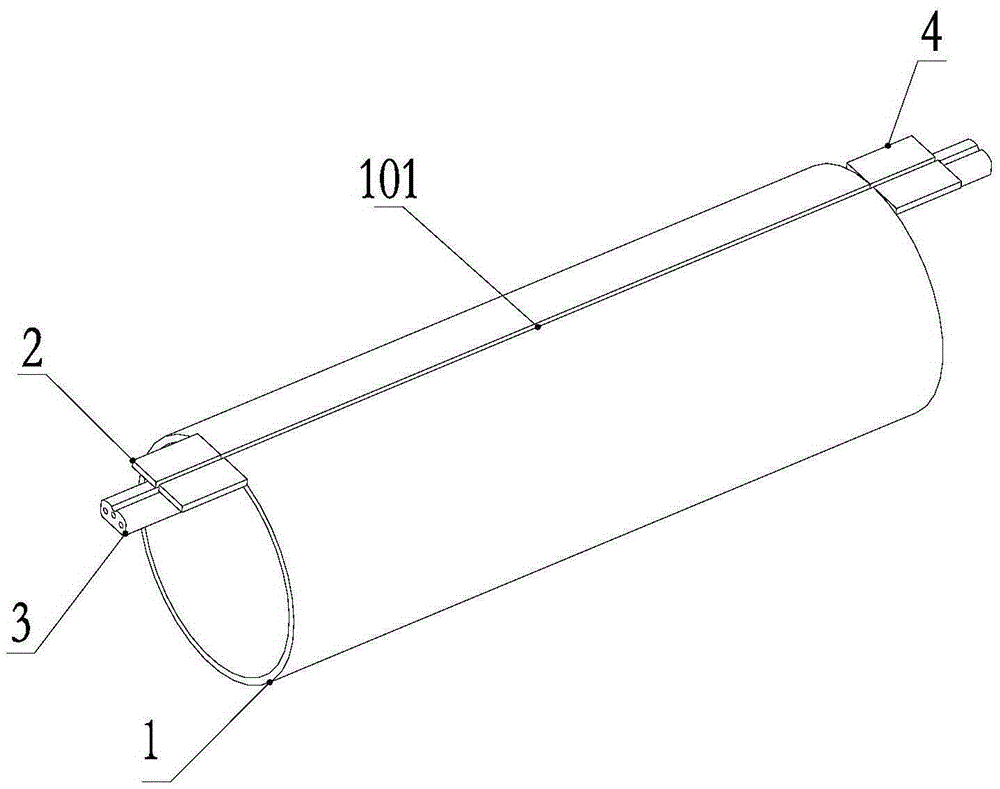
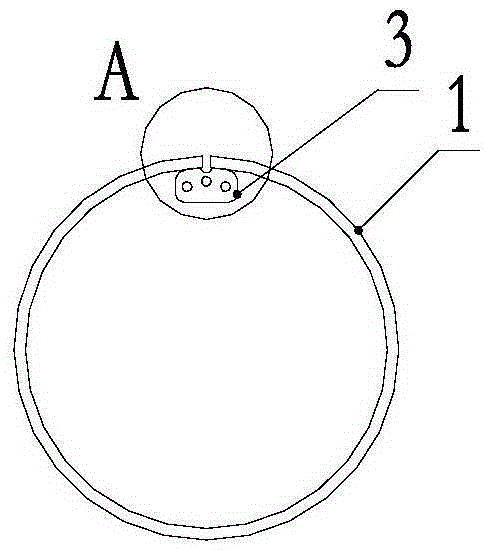
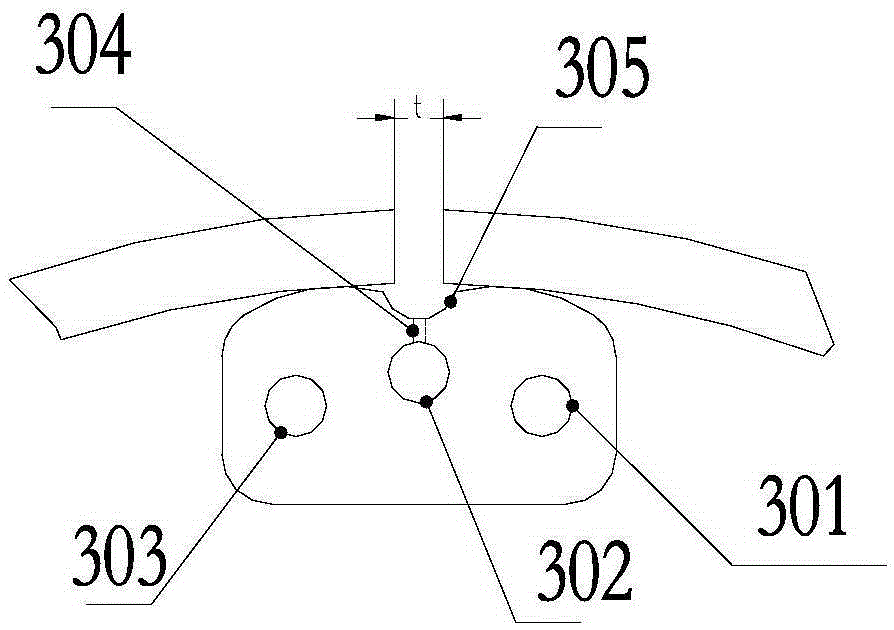
[0036] Such as Figure 1~3 As shown, the welding structure of this embodiment includes a copper strip 3, and the copper strip 3 is provided with a main air hole 302 and an air guide groove 305 along the length direction, and the main air hole 302 and the air guide groove 305 are arranged in parallel, and the main air hole 302 and the air guide groove 305 are arranged in parallel. A plurality of air guide holes 304 are arranged between the air grooves 305, and the two ends of the air guide holes 304 are respectively connected with the leading air holes 302 and the air guide grooves 305. The cross section of 101 is located in the same plane.
[0037] The diameter of the main air hole 302 is 10 mm, the diameter of the air guide hole 304 is 1.5 mm, and the diameter of the air guide groove 305 is 12 mm.
[0038] Copper bar 3 is provided with cooling water inlet hole 301 and cooling water outlet hole 303 along the length direction, and cooling water enters copper bar 3 from cooling...
Embodiment 2
[0057] like Figure 4 As shown, the arc-starting plate 2 and the arc-extinguishing plate 4 of this embodiment are both one piece, and the center lines of the arc-starting plate 2 and the arc-extinguishing plate 4 are on the same straight line as the longitudinal slit 101 .
[0058] Other implementations are the same as in Example 1.
PUM
| Property | Measurement | Unit |
|---|---|---|
| The way to | aaaaa | aaaaa |
| The way to | aaaaa | aaaaa |
| The way to | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More