

Superhigh-temperature crossed large-deformation forging method for improving structure uniformity of tool and mold steel
A technology with uniform structure and tool steel, which is applied in the forging field of tool steel to achieve the effect of eliminating shrinkage porosity, solving shrinkage cavity and improving metallurgical quality
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0067] The weight of the steel ingot for smelting and casting is 14 tons, the cross section is circular, the size is Φ750×4000mm, and the material is H13 steel. The measured composition is shown in Table 1.
[0068] The chemical composition (weight percent, %) of H13 steel in the embodiment 1 of table 1
[0069] element C Si mn P S Cr Mo Ni V Fe Measured ingredients 0.38 0.92 0.38 0.011 0.002 5.32 1.41 0.14 1.04 Remain
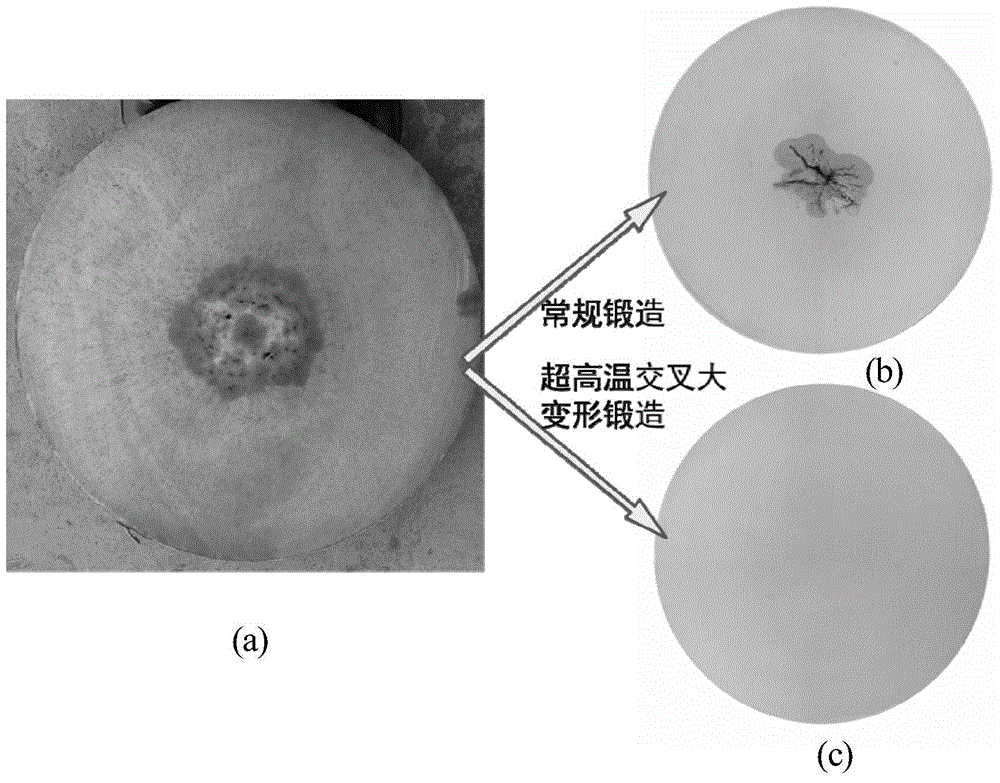
[0070] Cut the steel ingot into two sections from the middle, and the low-magnification structure of the section is as follows: image 3 (a) shown. Take the part close to the riser end for super-high temperature with liquid core cross large deformation forging, the specific steps are as follows:
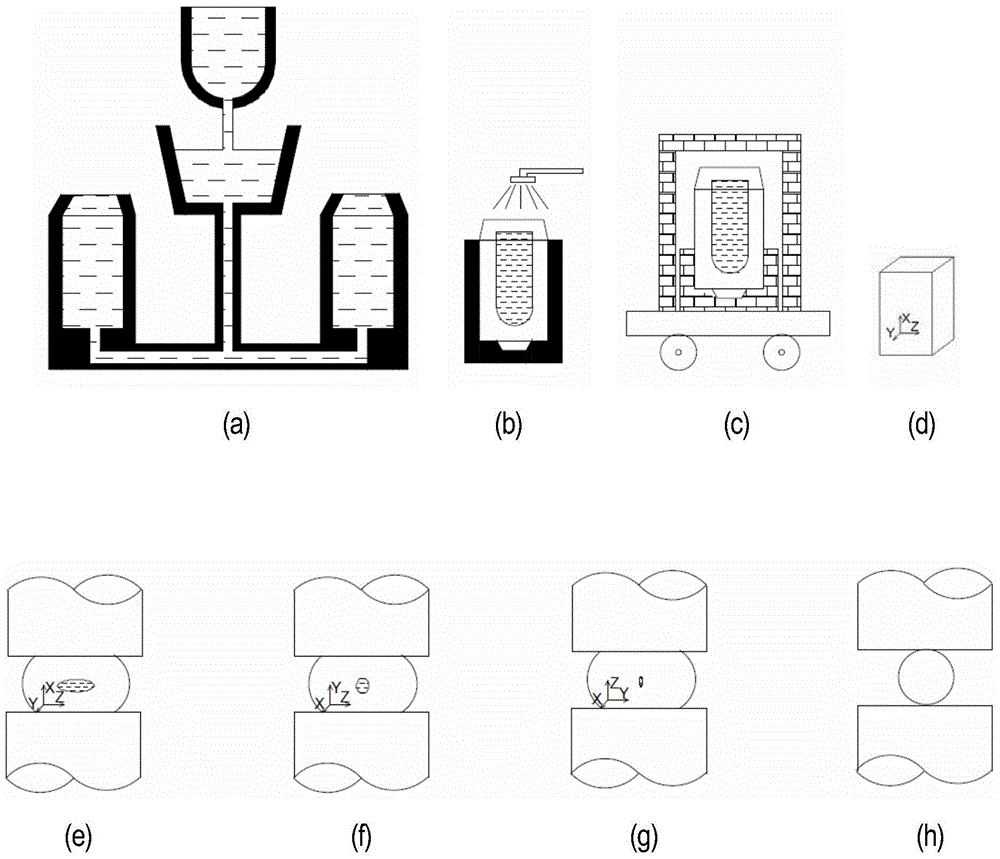
[0071] The first step is ultra-high temperature demoulding. 2.5 hours after pouring the steel ingot, blow off the protective slag from the riser to release the steel ingot with a liquid core at an ultra-high temperature...
experiment example 1
[0089] For the H13 forgings in Example 1 and Comparative Example 1, saw along the middle, take a cross-sectional low-magnification test piece, and corrode it with nitric acid alcohol. For the specific low-magnification structure, see image 3 (b) and image 3 (c). It can be seen from the figure that forging by conventional method, the original as-cast defects failed to heal, but formed shrinkage cracks in the core, and there were also inhomogeneities in the structure. In contrast, the forging billet with a very dense and uniform internal structure can be obtained by using the ultra-high temperature cross-over large deformation forging method with a liquid core.
[0090] For the H13 forgings in Example 1 and Comparative Example 1, carry out isothermal spheroidization treatment, keep them warm at 850°C and 750°C for 5h, slowly cool to room temperature, take the central sample of the forging, and use a metallographic microscope to analyze the structure of the sample. Analysis, ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Average grain size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More