

Welding method for connecting ferrite stainless steel steel-strip with thickness of 3-6 mm
A welding method and ferrite technology, used in welding equipment, laser welding equipment, metal processing equipment, etc., can solve the problems of reducing product quality and production efficiency, complex and unsatisfactory stress on weld joints, and eliminating welding Residual stress, improving mechanical properties of joints, and improving production efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
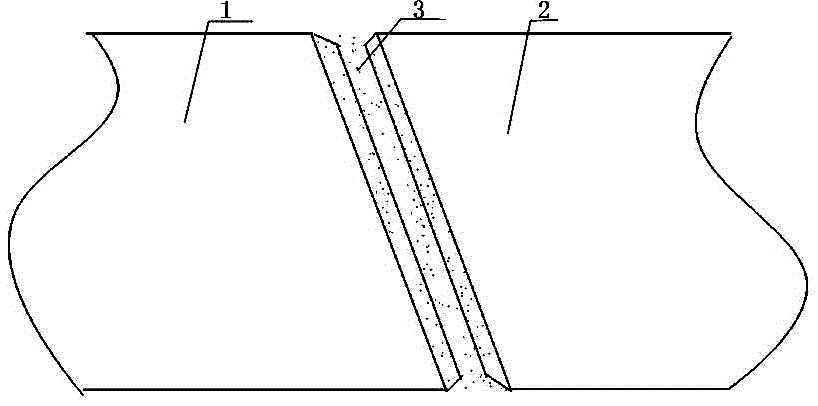
[0013] Such as figure 1 as shown,
[0014] Strip Shear Butt
[0015] The thickness of the ferritic stainless steel strip made of 409 is 6mm. Press the steel strip tightly, cut the steel strip at the butt joint, and complete the butt joint of the steel strip, so that the two steel strip heads are aligned to form a gap with a trapezoidal cross section. The maximum gap is 0.1mm, the minimum gap is 0.5mm; laser welding
[0016] Weld seam filling welding consumables are nickel-based welding consumables, the diameter of the welding wire is 1.2mm, the welding power is 12KW, the welding speed is 6m / min, and the speed is 9m / min.
[0017] post weld heat treatment
[0018] After welding, carry out online stress relief annealing treatment for the weld seam, the annealing temperature is 700°C, the holding time is 18 seconds, and the cooling method is air cooling.
[0019] Weld quality inspection and judgment
[0020] The appearance quality of the weld surface, the grain coarsening deg...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More