

Production line and process of steel road barrier with epoxy zinc-based polyester composite coating
A composite coating and production process technology, applied in the direction of manufacturing tools, other manufacturing equipment/tools, etc., can solve the problems of galvanizing manual production, waste of resources, waste of national resources, etc., to meet the uniformity of coating and reduce heat loss. , The effect of stable product quality
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
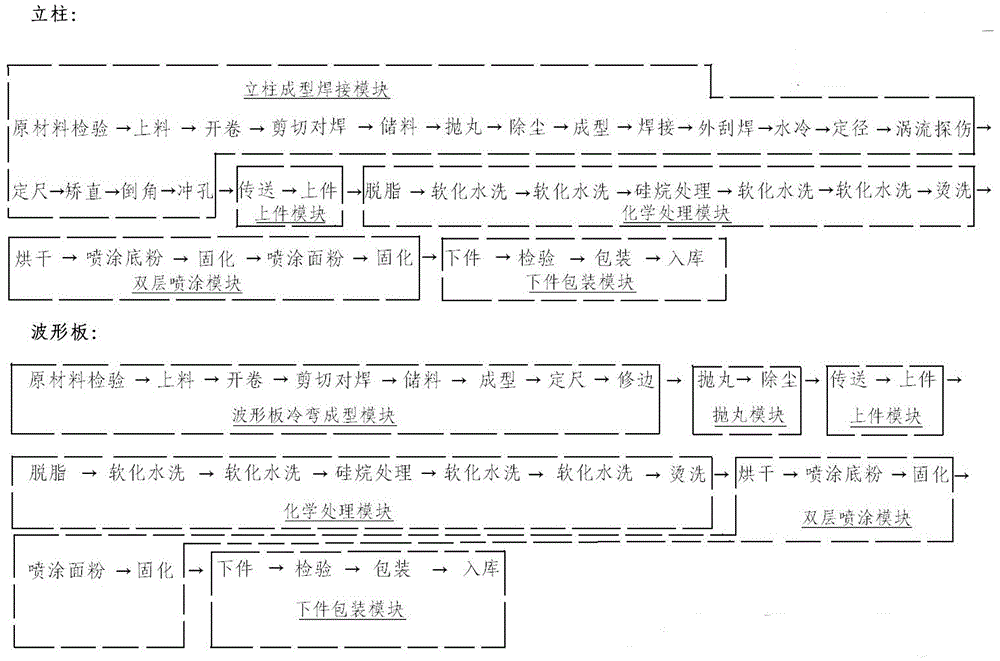
[0034] Example 1, such as figure 1 As shown, an epoxy zinc-based polyester composite coating road steel guardrail production line includes a corrugated board production equipment and a column production equipment.
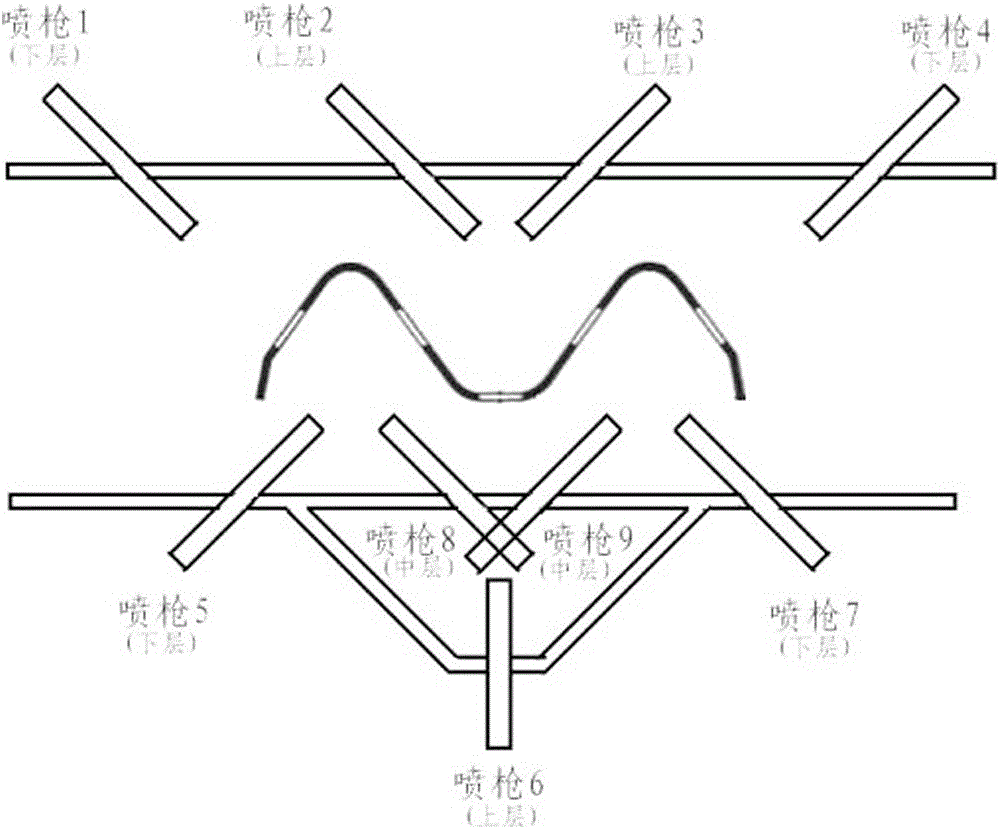
[0035] The corrugated plate production equipment mainly includes the corrugated plate cold-formed module, the corrugated plate shot blasting processing module, the corrugated plate chemical processing module, the corrugated plate automatic loading module, the corrugated plate double-layer spraying module, the corrugated plate automatic loading and packaging module, each Automatic connection between modules without manual work.
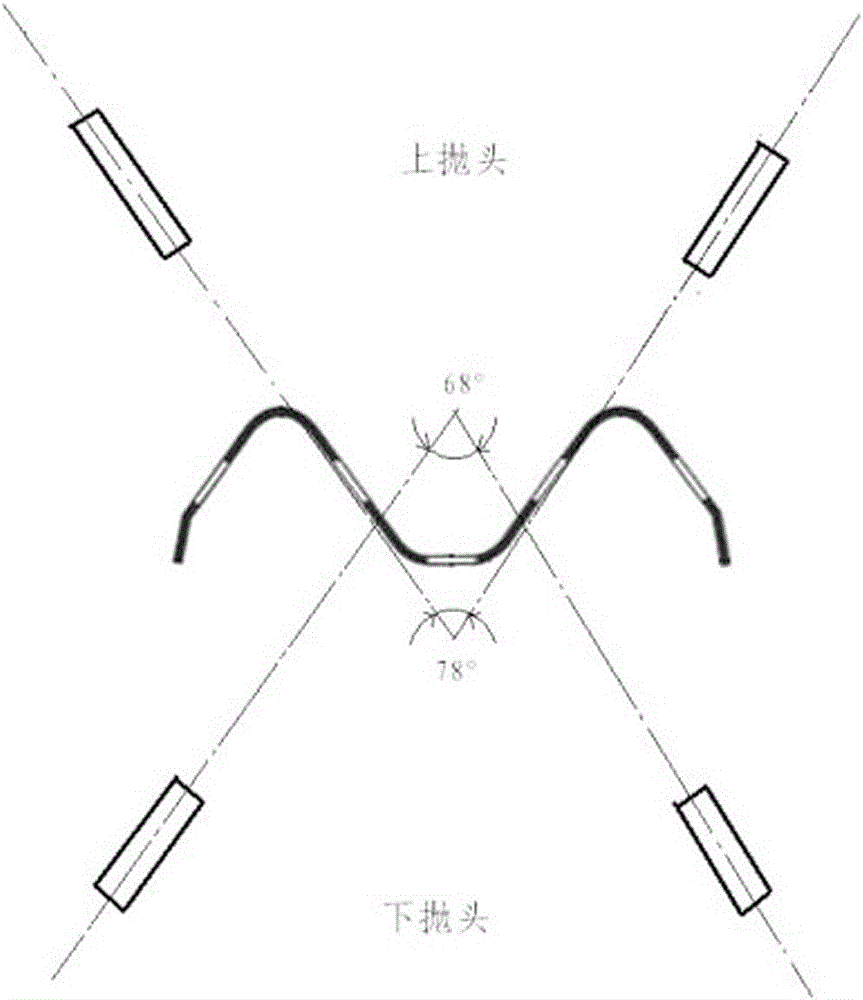
[0036] Such as figure 2 As shown, the corrugated plate is difficult to shot blasting due to its complex shape. The corrugated plate shot blasting processing module adopts a specific blasting head arrangement. There are two groups of blasting heads, one set for the upper and lower blasting heads. Perform shot blasting on the front of the corruga...
Embodiment 2
[0040] Embodiment 2 is the production process of the epoxy zinc-based polyester composite coating road steel guardrail. The production process includes the preparation process of the corrugated board and the preparation process of the column.
[0041] The preparation process of the corrugated board includes: strip steel feeding → cold bending forming → shot blasting treatment → dust removal → automatic loading → chemical pretreatment → drying → spraying primer → curing → spraying flour → curing → automatic loading → Automatic inspection → automatic packaging.
[0042] The preparation process of the column includes: strip steel feeding → shot blasting → dust removal → forming welding → automatic loading → chemical pretreatment → spraying base powder → curing → spraying flour → curing → automatic loading → automatic inspection → automatic packaging.
[0043] In the preparation process of the column, the process of forming and welding steps is anti-rust. In this embodiment, the environm...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More